17. Joints In Cornices
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol3: Stair Building, Ornamental Ironwork, Roofing, Sheet-Metal Work, Electric-Light Wiring And Bellwork", by The Colliery Engineer Co.. Also available from Amazon: A Treatise On Architecture And Building Construction.
17. Joints In Cornices
Different mechanics have different methods of making vertical joints in cornices; some of these are very neat, strong, and durable, while others should not be tolerated. The only two joints worthy of mention here are the butt joint and the lap joint.
18. A butt joint is shown in Fig. 9. The edges of the sheets a, a which form the cornice are trimmed perfectly square and straight, so that when brought together they will fit closely. A strap b, which is made from the same metal as the cornice, is then riveted the entire length of the vertical seam, and its edges are soldered to the back of the cornice, as shown. The rivet heads are all on the outside, and the process of riveting draws in the heads and makes them scarcely visible. The rivets should be as close together as possible.
Fig. 10 shows a lap joint. The sheets are lapped over one another for a distance of 1 1/4 inches and then riveted closely. The back sheet is dressed forwards to be flush with the other, as shown, and the back edge is then soldered, as at b.

Fig. 9.

Fig. 10.
19. Both of these joints are strong and durable. The butt joint, however, is neater than the lap joint. A first-class mechanic can make one of these joints so that a perfectly smooth surface will be obtained.
The rivets for galvanized-iron cornices should weigh 1 1/2 pounds per thousand, for Nos. 24, 26, 28, and 30 sheet iron. The rivets for copper cornice work should weigh 1 pound per thousand.
20. Cornice seams, or horizontal joints, are also made in a variety of ways, but the following methods illustrate good practice when the joints must be made on the job.
Cup joints are shown at a and b, Fig. 11. The position of the copper in these joints shows how they appear when the cornice is being fitted up. After the cornice is lined up in place and the vertical joints are all made, the edges are bent over twice, thereby locking the seams. These joints are necessary only in large cornices.
When a seam must be made on a flat surface, such as on a wide frieze, either of the methods shown at c or d may be employed. The seam at c is lapped and riveted like that shown in Fig. 10; a stiffener, however, is bent at the back to keep the seam straight. This is the stronger seam of the two. It is preferable to that shown at d in places where rain will wash over it. When it is desired to form a very close horizontal joint, the clinch seam at d may be used. The edges of the sheets are bent over and butted together in position. The cap is then slipped over the seam as shown. When the work is all lined up, the seam is closed by flattening down the cap. This process draws the sheets together and makes a very close seam.
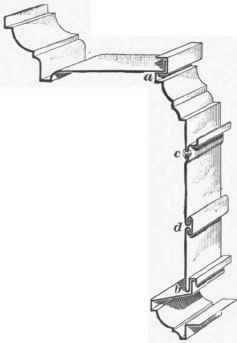
Fig. 11.
Continue to:
My Books

