21. Miters
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol3: Stair Building, Ornamental Ironwork, Roofing, Sheet-Metal Work, Electric-Light Wiring And Bellwork", by The Colliery Engineer Co.. Also available from Amazon: A Treatise On Architecture And Building Construction.
21. Miters
All miters in cornice work, pediments, and elsewhere may be classed as lap miters or butt miters.
Outside miters are made in different ways, but there are only two reliable methods. The first, or lap miter, is made by returning a 1/2-inch flange on the inside of the miter, as shown in Fig. 12. This flange must be riveted closely and soldered on the inside. The chief objection to this miter is that the edge of the sheet is visible.
To make a close miter it is necessary to bevel and butt the edges as shown in the butt miter, Fig. 13. In this figure the edges of the copper are fitted closely together.

Fig. 12.
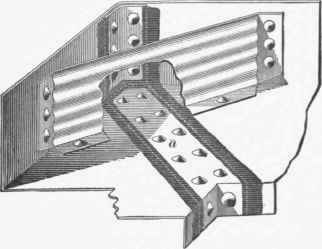
Fig. 13.
A copper angle strap a is then riveted and soldered securely in the inside angle the full depth of the cornice. A few gussets are then riveted and soldered across the inner corners as shown. They help to keep the cornice square during shipment and prevent the edges from being pulled apart by expansion and contraction. The method shown in Fig. 13 should be used on all first-class work.
Inside miters are made and reinforced in a similar manner, but owing to the fact that gussets cannot be used, it is advisable to rivet a reinforcing angle strap over the half-inch flange.
Continue to:
My Books

