Cast-Iron Work. Definitions Of Terms. Method Of Manufacture. Continued
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol3: Stair Building, Ornamental Ironwork, Roofing, Sheet-Metal Work, Electric-Light Wiring And Bellwork", by The Colliery Engineer Co.. Also available from Amazon: A Treatise On Architecture And Building Construction.
Cast-Iron Work. Definitions Of Terms. Method Of Manufacture. Continued
The core is made of sand mixed with oil and flour, or some similar composition, and is molded in a box especially made for it; it is then baked hard in an oven before it is ready for use. The core being adjusted, the molding box is closed.

(a)

(b)
Fig. 4.
and the two halves are clamped firmly together. When filling the top part of the molding box with sand, a passage is formed reaching down to the part to be occupied by the cast metal; small holes are also left for the gases to escape which might otherwise destroy the mold by explosion when the molten metal is poured through.
This method of molding is the simplest, and is perfectly suitable for any plain casting, but in a more elaborate piece of work, the ornament of which is undercut, as it is termed, a different method must be resorted to, or the undercut portions, when withdrawn from the mold, will tear out a part of the sand with them. There are several devices for overcoming this difficulty, such as making these parts loose or detachable on the pattern, so that after withdrawing the main part of the pattern, these pieces are left in the mold and can be picked out separately. A better method is to prepare a pattern of plaster somewhat as follows:
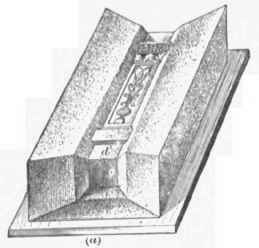







Fig. 5.
7. In the angle formed between two wood or plaster slabs, set as shown in Fig. 2 (a), the pattern is molded in clay, leaving a projection at each end, as shown at a, to form the core print.
When the clay model is complete, it is coated with shellac varnish, and the sides of the slabs are oiled. A plaster cast is then taken of the clay model, as shown in Fig. 2 (b). This mold, when it is dry, is itself oiled, and from it are made four additional plaster casts, as shown in Fig. 2 (c). The purpose for modeling the original pattern in the angle between two slabs is now apparent, for in molding the four final casts the plaster is simply poured on top of the mold, Fig. 2 (b), and roughly heaped up to form a ridge; then, by drawing a straightedge against each side of the mold in turn, the resulting casts are properly mitered, and may be secured together with shellac, forming a complete model, as shown in Fig. 2 (d). The undercut portions are so arranged that no seams, loose parts, or cores are necessary, and the danger of displacement is overcome by treating the pattern as follows: The pattern is laid on a board and leveled up, as shown at d, Fig. 5 (a). The ornament at several points may rest on the board, but the body will be clear. It is then bedded up with clay, sloping the clay from the line of the lower edge of the pattern gradually down to the level of the board; then the pattern is oiled to keep the wet plaster from sticking, and a plaster cast is made of both sides, sloping the plaster upwards to the top edge, and beveling the sides and ends as shown, the object of which will be seen hereafter.
In Fig. 5 (a) the pattern is shown resting on a board, with the two plaster casts of the sides completed and lying against it. These casts or molds, when detached, appear as shown in Fig. 5 (b).
In the same manner, a plaster mold is made from each of these blocks. As these molds will be used in the foundry repeatedly, they should have a rough wooden frame to protect them from fracture, as shown in Fig. 6 (a).
Two blocks, such as shown in Fig. 5 (b), are attached firmly with shellac to each side of the original pattern, thus bringing it back to the form shown in Fig. 5 (a). The pattern thus treated is ready to be put in the sand.
The pattern d, Fig. 5 (a), is now laid on the molding board, and one-half of the molding box placed over it, and rammed full of sand, as shown in Fig. 5 (c). It is then turned over in the position shown in Fig. 5 (d), and the temporary clamps and the molding board are removed. The face of the pattern when brushed off will then appear, as shown in Fig. 5 (e). The upper part of the box is then put in place and rammed up with sand, and then the box is opened and the pattern removed. The mold is left one-half in the lower box, as shown in Fig. 6 (b), and one-half in the upper box, as shown in Fig. 6 (c). The plaster mold, Fig. 6 (a), is filled with sand, and also the corresponding mold for the other side, thus making two blocks which correspond in shape and size with the recesses m, m left in the mold, Fig. 6 (b), into which they are carefully slipped. The core is put in place and the molding box closed. The mold is now ready for the metal, it being understood that gates and outlets have been provided.
8. In the process of casting, it is not good practice to have heavy members cast adjacent to much lighter ones, because, as the lighter parts cool so quickly, compared with the heavy portions, the result would be disastrous, on account of the unequal shrinkage of the metal. The thin members do all their shrinking in a very short time, and in so doing are likely to crack away from the thicker parts, which would have retained the heat longer and consequently have shrunk to a lesser degree. This is not to be taken to mean that even casting must be one dead level of thickness all through, but where there are variations of this sort adjoining, thick and thin sections should be graded gradually together, avoiding as much as possible any very abrupt transition from one to the other.
A casting designed without regard to this matter may be molded successfully, and, in some cases, the unequal shrinkage of the parts avoided by opening the box as soon as the iron has had time to solidify, and exposing the thick portions to the atmosphere, while the thinner parts remain covered with the sand, that they may retain the heat for a longer period, thereby somewhat equalizing matters. The fact remains even then that there would be a certain amount of latent strain left, likely to be sufficient to cause a subsequent fracture when the casting is subjected to a sudden jar or impact.
Having thus far described the use of iron as a medium for decoration, and the processes generally used for cast-iron patternmaking, molding, and casting, the different structures and parts generally made of iron will now be considered.
Continue to:
My Books

