Tools And Implements
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol3: Stair Building, Ornamental Ironwork, Roofing, Sheet-Metal Work, Electric-Light Wiring And Bellwork", by The Colliery Engineer Co.. Also available from Amazon: A Treatise On Architecture And Building Construction.
Tools And Implements
30. In some structural work, cast iron is used extensively on account of its cheapness; but for certain classes of work, cast iron is not suitable, and wrought iron is employed almost exclusively; as, for instance, the grille-work of elevator enclosures, light railings, lamp brackets, and work of a like character.
Ornamental wrought-iron work may be divided into two general classes; namely, that which requires to be fashioned while hot, and lighter work which is manufactured from cold materials. In each case the original material is in the same form - long bars of varying widths and thicknesses, which are worked with vise and pliers, are forged with hammer and anvil into any desired shape. The dominating feature of some designs is frequently the repetition of similar scrolls or rings; and when there are a number of these, it is necessary that they should be produced rapidly and exactly alike. In making any small scroll of light iron, the first and most important step is the forming of the small quirk, or curl, at the center, and the method and machine for doing this is shown in Figs. 32 and 33. The tool employed is of a very simple character, and consists of a fixed cam a, over which the clamp, or die, b fits closely and is pivoted at the other end; the spring c keeps the die clear of the cam, and the lever d forces it into place. In Fig. 32 the lever is thrown back to allow the clamp to be pressed open by the spring c. The bar, the end of which is to be bent, is introduced between the cam a and the clamp b. The lever is then pulled forward, and the die is forced against the cam, and the beginning of the scroll is formed. The bar is then brought around to the position shown in Fig. 33, and the first convolution of the spiral thus completed.

Fig. 32.

Fig. 33.
31. The bar is now placed in the machine shown in Fig. 34, and the remainder of the scroll is formed. This machine consists of a shaft a, on which a screw thread is cut, and over which is coiled a steel spring b. On one end of the shaft is a crank or handle, and on the other end is the disk e carrying the coil or volute f, which forms the die or pattern for the rest of the scroll. This plate and volute are detachable, so that different sizes of scrolls may be formed on the same machine.

Fig, 34.
The bar, having had the first convolution of the scroll formed as already described, is now placed in the machine, as shown at h. The lever g is pressed against it to hold it in close contact with the volute f, and the disk is revolved until the scroll has assumed the proper number of convolutions. As the shaft turns, the screw thread causes the disk to advance, and the bar h is coiled evenly in one plane, instead of conically, as might appear from the spiral on the disk. When the shaft has reached the point where the proper number of revolutions has been attained, a catch releases the nut from the screw thread, and the spring b throws the shaft and disk back to their original positions, and releases the completed scroll, which is now cut off the bar, and another one prepared in the same manner. With such appliances one man can make from 300 to 000 scrolls a day, according to their size and weight; but where only a few are required it is usual to make them almost entirely by hand, for which tools similar to those shown in Fig. 35 are used, the operation being so simple that description is not necessary.

Fig. 35.
32. As it is more economical to have special machines for the manufacture of scrolls in quantities, the same applies to the twisting of flat bars, and for this purpose the appliance shown in Fig. 30 is used. This apparatus consists of a fixed upright a, with a socket to receive the pipe b, the other end of which rests in the movable upright c. The latter is arranged to travel along the bedplate by means of a threaded shaft d, so that the length of the pipe b may be changed to suit the length of the twist required to be produced. The bar to be twisted is passed through the pipe and the slot in the lever e until in proper position, and the slotted piece f is dropped into the pocket, as shown at (b). If the length of the pipe is such that the distance between the lever and the slotted piece is of the desired length for the twist, then the bar being held at these two points and prevented from revolving independently, the lever is wound around as many times as is necessary to produce the required twist. The greater the number of turns, the closer will be the twist. The piece f is made loose and dropped into place, so that it may be easily lifted out when the twist is complete, and the finished bar drawn out without twisting it through the slot, as would be necessary if the slots were permanently fixed in each end. The pipe b merely acts as a guide to prevent the bar from bending in a lateral direction when the twist is of considerable length.
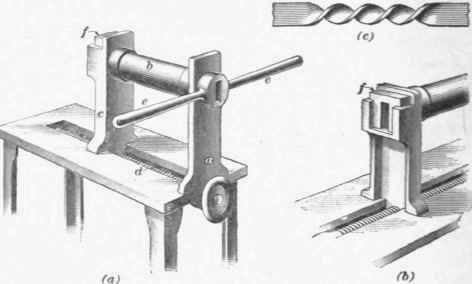
Fig. 36.
33. This machine is for making a regular twist, as shown at (c), but another form of twist in common use, especially in light grille-work, is made by giving the bar a series of half turns, as shown in Fig. 37. The bar is dropped into two slots, as shown, one of which can be adjusted by means of a long screw underneath the bedplate, so that the length of the part to be twisted may be regulated. It is then grasped between these slots by the loose clutch, and given a half turn, producing the result shown at (b). If the bar is to form a part of a square mesh grille, as shown at (c), there will be a number of these twists to each piece, and the distance from center to center must be marked out before the twisting is commenced. If the quantity required should be great, it might be advantageous to make a set of fixed pockets set to the proper centers, so that six or more turns could be made without lifting the bar. The foregoing are a few of the tools used in the manufacture of light grille-work; where, however, this class of work is produced to any great extent, there is a constant demand for new tools to meet the requirements of special conditions, but these tools cannot be bought and must be made. It would be impossible to provide for the manifold variations that are likely to occur; but, apart from these special tools, those that are here illustrated are always in demand, and supplement the general machines, such as drills, punches, lathes, etc.
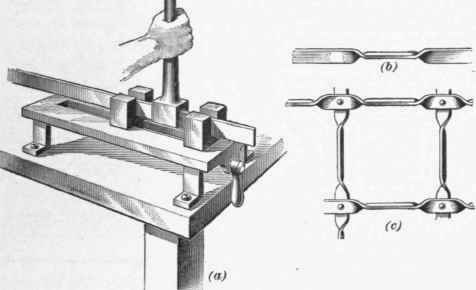
Fig. 37.
Continue to:
My Books

