Sewrounds
Description
This section is from the book "The Manufacture Of Boots And Shoes: Being A Modern Treatise Of All The Processes Of Making And Manufacturing Footgear", by F. Y. Golding. Also available from Amazon: The Manufacture Of Boots And Shoes.
Sewrounds
The cutting of patterns for this mode of making requires also a special attention not so demandable in short work. The fact of a "round " being made inside out, and that after the shoe is sewn, turned, and second-lasted, any inaccuracies in the fit of the top, or in the lasting thereof, is apparent, renders it therefore necessary, if correct work is to be made, that due attention should be paid to the right cutting of the upper pattern. Too much spring is the evil of the generality of the patterns cut by machine-sewn cutters for sewround-makers.
Usual mode of cutting
A line AB in Fig. 159 is drawn suitable in length for the size about to be cut. It is divided into three parts in points, 1 and 2. At point 2, 2X is drawn at right angles to the line AB. This is made equal to the joint of the last, with an allowance for lasting-over, and if a "shover" is to be used, something also for the space it takes up. X2 is divided into three parts, a, b, and from a a line to A is made. Act is divided into four parts, and through 0 a seam-line is made at right angles to Act. A suitable curve is made from 0 to 2. After cutting out the shape will appear as W (Fig. 159). This form of pattern is supposed by many to be the best shape for the gripping property so essential to low-cut shoes like these. It is, however, a bad form of pattern. The toe is too springy.
If the opening between the wings were made more like those of an interlocking golosh (see Fig. 124, p. 148), much better results could be obtained in making, and better appearance shoes would result. It is supposed to be a very difficult thing for patent leather shoes to be made by machine without showing (that abomination to the shoe trade) wrinkles. If it is desired to remedy this, the pattern should be right. The shape of the average waist of a "round " should be studied, so that proper provision in the upper pattern may be made for the narrow waist of the sole. If this be not done the quarters are likely to be "pulled " across, to the detriment of the fitting properties of the shoe. The side seams cause a lot of trouble to some folk. If the principle, and reason, of rounding or curving the side seams of closed work be understood, it should not present any difficulty. Different materials should be experimented with, and the results watched.
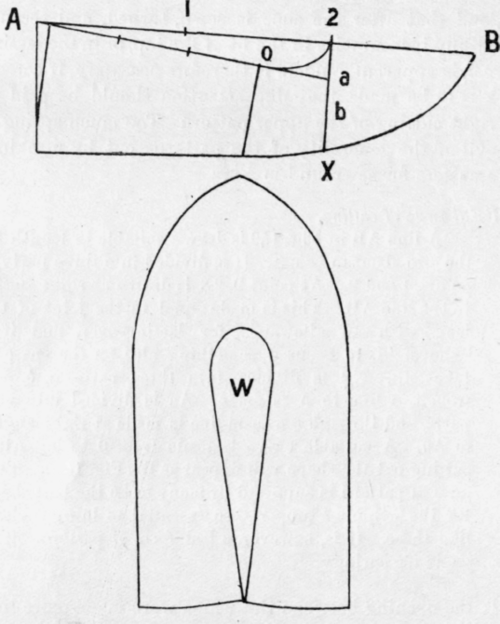
Fig. 159.
Experiment
Take a piece of the material to be examined, and lay it on a board, making a straight cut along its length. These two pieces should now be closed and rubbed down. Take them in hand, and vigorously pull it right across the seam (that is, normal to the seam). The edges of the seam will be found to "bag," and to get the seamed edges of piece to resume its former position a piece will need to be removed, making the seam round or oval rather than straight, as originally cut. The amount of removal depends upon the nature of the material and the strain that is to be brought to bear in making. Testing several kinds of leather will soon determine the relative amounts.
Patterns are put in cardboard or metal to use in the workshop. In the former case they may be bound with brass. In the latter they may be in iron, tin, or zinc. Hand shears are used to cut these materials, but often a machine is used to cut the card and metal. The paper patterns should not be pasted on the material to be cut, as that enlarges the paper and distorts its shape. It also prevents the proper comparison after making. The paper patterns should be marked round closely with a fine hard-pointed awl, or a graver may be used. The brass binding machine should be of the Hartford pattern.
Patterns should be legibly marked as to the last, material, fitting, design, etc., and stored in a convenient way to be found easily. All seams should be on the pattern, as it is quite bad enough having the judgment of the closer, without increasing it, with the clicker's want of uniformity.
Continue to:
My Books

