Brazing Bandsaw
Description
This section is from the book "Soldering For Workshop, Farm And Home", by John Bonert. Also available from Amazon: Soldering For Workshop, Farm And Home - Information On Soft And Hard Soldering - Projects For The Workshop Explained And Illustrated.
Brazing Bandsaw
Figure 20 shows the ends of a bandsaw ready for brazing. The length of the joint is one tooth which is sufficient for saws with seven or less teeth to the inch and not wider than one-half inch. The joint on saws with more than ten teeth to the inch and wider than one-half inch should be the length of two teeth. The length of the joint depends on the width of the saw. One of the largest saw manufacturers advises a lap of 1/2" for saws 6" wide. The brazing of such large saws is done by preparing the joint and applying large iron blocks heated red hot. One block is placed under the joint and one over it. Pressure is applied and the heat from the blocks heats and brazes the joint. This of course is a job for an expert and should not be attempted by the beginner. To prepare the saw as in Figure 20 the ends are chamfered. This chamfer is best ground although it can be done with a file. One tooth is cut away on one of the ends as shown. Before squaring the ends watch the set of the teeth because it is best to cut away a tooth which is set toward the chamfer. The set of the teeth must be matched. This means that when matching the ends the tooth of the other end will set away from the chamfer. This also makes the grinding of the chamfer on this end easier because the tooth is set away from the emery wheel or file. Make the chamfers to fit as closely as possible. When clamping the saw on the yoke be sure to line the saw up perfectly because if the back is not straight there will be trouble when the saw runs on the guide rollers. A good aid for clamping the ends of the saw to the yoke will be to scribe a deep permanent line on the clamping surfaces on both ends of the yoke. The back of the saw blade would be lined up on this mark. The line had best be made about 1/2" from the edge. The ends should be clamped in such a way so that there will be just enough tension to keep the chamfered ends together. Don't make this tension too strong or the ends will bend when the heat is applied. When the ends have been properly clamped separate them enough to sprinkle a little dry borax between them. A thin piece of silver coin can be placed in the joint with the borax. The writer prefers only the flux in the joint and applying the solder after the joint becomes red hot. The heat is now applied and when the saw becomes red hot the surface of the chamfers will take the solder and the tension on the ends will force out any excess solder. After the joint has cooled it will have to be ground and smoothed so it will not bind when it passes through the guide blocks of the machine. It pays to do this carefully and it should be tried in the guides before any power is applied. Bandsaws brazed in this manner will do many hours of good work. Most small bandsaws used in home workshops are brazed by this method. Figure 20 shows a saw set up on the yoke ready for brazing.
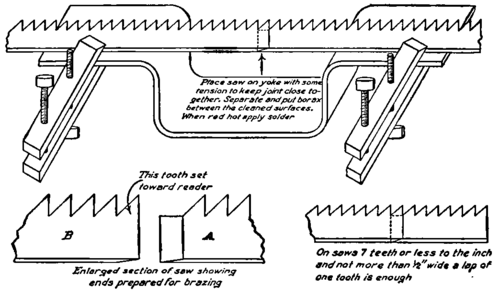
Figure 20.
Continue to:
My Books

