V. - Limoges Or Painted Enamellings
Description
This section is from the book "Arts & Crafts Magazine Vol1-2", by Hutchinson & Company.
V. - Limoges Or Painted Enamellings
Limoges, or painted enamels, are made in the simplest and most direct manner, as com-parced with any other process, in so far as the enamelling is begun without such elaborate preparation of the metal as in the case of champleve, cloisonne, bassetaille, or plique a jour - unless it be done upon such shapes as vases, or bowls, or candlesticks. Most of the specimens of this work are laid upon sheets of metal, slightly raised in the middle so as to form a low arch, and as the metal employed is very thin - varying from No. 5 to No. 10 metal gauge, according to the size of the piece - it is raised by rubbing with a burnisher, instead of hammering, as would be the case if the metal were thicker. The procedure is as follows: -
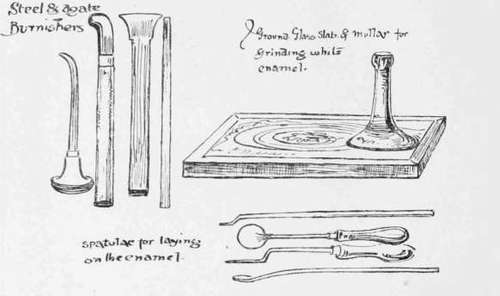

A piece of copper is cut to the size required, and made perfectly regular by filing. Then the sheet of copper is held firmly at an angle of 45°, so that one edge rests upon a surface plate of steel, and a burnisher is pressed firmly along a line on the back of and within the copper, such as would indicate a section of the plate when domed. This is repeated on the corresponding parts of the copper, and the copper part of the burnisher is rubbed across the middle of the plate in every direction equally, which will cause the copper to yield to the form of a concave, shallow saucer. As this is being done it will be noticed that the metal becomes hard and springy, caused by the continual pressure in rubbing. This can be overcome by annealing each time it hardens.
There are several reasons for making the plate bombe; the first is that it prevents - in a great measure - the sheet of metal warping and buckling out of shape. It also allows the back of the plate to be enamelled - which in this case is a sine qua nan - and fired without the enamel being disturbed by contact with the planche on which it is conducted to and from the furnace, and on which it is supported during fusion. There are many other reasons, but these are the principal ones.
After the metal is cleaned, as previously described, and the enamels ground and washed, the back of the plate is covered evenly with enamel, well up to the edge, either with a palette knife or spatula, made of steel, ivory, or aluminium. It is best to lay it on with plenty of water, starting at the centre and working out towards the edge, from which, as it gradually approaches, the water must be dried off with blotting paper or clean white linen. When this coat is smoothly laid and it has been dried, the plaque is turned to the right side up, and enamelled all over in the same way, then dried and the water evaporated by heat before it is placed in the furnace. This part of the operation is naturally one involving considerable-anxiety, as the plate must not be jarred or shaken in the smallest degree, or it may cause the enamel to drop off from the back and the sloping edges of the front. Before it is put into the furnace the latter should be heated to a bright red; and when the plate has been in a few minutes the door is opened and the enamel examined. It will at first appear very rough and granulated, afterwards full of minute holes, which shortly close up; and if a successful piece, it will become smooth and shining equally in every part. If, however, parts of the copper are showing, or if any little spots are not covered, these must be cleaned in sulphuric acid and water and filled up again, and the whole piece re-hred until it is successful. If, on the contrary, the enamel is of an even surface, then the pattern or design can be put upon it. It is usual to make this in white and colour it by glazing with transparent enamels.
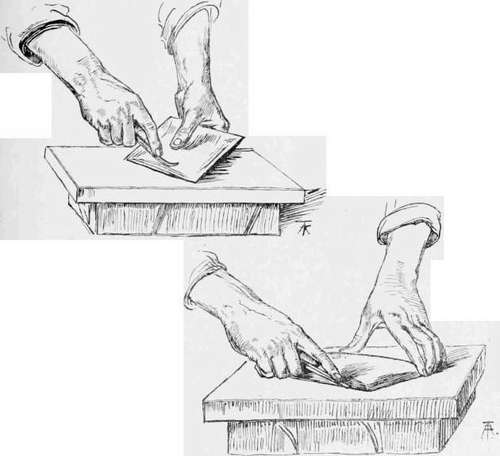
Raising A Plate Of Copper With Burnisher On Surface Plate.
Continue to:
My Books

