Metal Work
Description
This section is from the book "Everybody's Handicraft Handbook", by Progress Press. Also available from Amazon: Everybody's Handicraft Handbook.
Metal Work
Metal is one of the most varied and satisfactory of all the craft materials. It can be hammered, cut, and sawed; it can be chased, planished, and etched. A knowledge of the fundamental techniques outlined below is all that is necessary to produce a wide variety of objects from small jewelry to large bowls and trays. It is wise, however, to start with simple procedures which will give you the feel of working in metal. More elaborate forms and applied decora-lion can be undertaken as skill increases, but you will find that in many cases the plain, polished surface of the metal itself is more satisfactory than the application of too much design.
Metals
A number of handsome objects can be made from discarded tin cans. In addition to this easily procured material, the following metals are widely used in craft work: pewter, copper, sterling silver, aluminum, brass, and various ferrous alloys, or types of iron. They arc listed in order of malleability, or ease of hammering, with the softest metals first. Almost any of them may be used in the projects below.
Annealing And Cleaning
Most metal work involves hammering. Except in the case of tin and pewter, this hammering will gradually harden the metal until it cannot be worked further without annealing. This is a simple process for softening the metal, which it is well to know although you may not need to use it in making small objects that require little shaping.
To anneal work, heat it in a hot flame or oven for about 2 to 5 minutes. Hold a piece of paper against the hot metal; if the paper smokes, the annealing is completed. This process generally raises small scales on the surface of the metal, which must be removed before work is continued. Aluminum may be cleaned with a solution of caustic soda. For other metals, mix in an earthenware or enameled container a "pickle" composed of one part sulphuric acid in eight parts water. Always put the water in first and add the acid very gradually, Immerse the annealed object in the pickle for 5 or 10 minutes until the scales are removed. Lift it out with a stick, wash thoroughly in cold water and dry with a soft rag. Remember that the acid solution must be handled with care; it will corrode metal and will burn skin or clothes.
Cutting, Sawing And Bending
Many objects can be made by the simple processes of cutting and bending metal to the desired shape. These techniques are demonstrated here in the making of a bracelet, but they can be applied to bill clips, book ends, paper knives and many other articles.
For the bracelet, nickel silver is a good metal to use. The tools required are a wooden mallet, a pair of metal shears or tin snips, an awl, a few small files, and a vise. You may need a hack saw or a jewelers fret saw to cut the harder metals. A steel anvil with a round horn is also convenient, but the bracelet can be shaped as well over a broomstick or a baseball bat held in the vise. This is known as a mandrel.

Figure 91.
(1) First, prepare a paper pattern, or template, of the exact size and shape which the bracelet is to take. An average length is about 51/2 inches. Transfer this to the metal by drawing around its edges with a pencil and scratch these lines in with the awl. Saw or clip out the strip and file the edges smooth (fig. 91).
(2) In using the jeweler's fret saw, make sure that the blade is taut and that the teeth point downward toward the handle. Hold the saw vertical with the handle below the sheet of metal. Move it with short, quick strokes, sawing only on the downward one (fig. 92). Filing also should be done on the forward stroke, never in two directions.

Figure 92.
(3) Now round the corners of the strip by clipping them off with the shears and filing them until they are smooth semicircles (fig. 93). The metal is then ready to be bent into its final form.

Figure 93.
(4) This is done by hammering it over the mandrel described above. Use a wooden mallet with a fiat face. Lay the metal strip on the mandrel with about an inch protruding on the side away from you. Strike the metal just beyond the point at which it rests on the wood, drawing the stroke toward you at the moment of contact. When the first inch has been curved, move the strip forward gradually and continue hammering until you reach the middle. Reverse the bracelet and work from the other end in the same way (fig. 94).

Figure 94.
(5) If the ends are still too far apart they may be pressed together with the hands, or the side of the bracelet may be hammered lightly to close them. Finally, it should be replaced on the mandrel and all irregularities removed by hammering it again with straight, vertical strokes. This will also harden the metal and make it springier. The bracelet is now completed unless you wish to add a design or monogram (see end of chapter) (fig. 95).
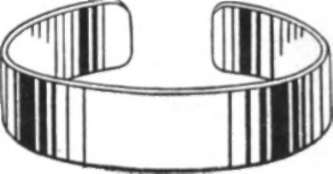
Figure 95. Forming on a Hollow Mold
The easiest way to make ash trays, bowls, shallow dishes, or trays is by hammering over a hollow mold. This technique may be applied to any of the craft metals; it is demonstrated here in forming an ash tray from a tin can.
To make the mold, take a piece of soft wood 3 or 4 inches long and about 2 inches square. A piece of 2 by 4 will do. Using the round end of a ball pein hammer, beat a circular depression in one end about 3/16 inch deep (fig. 96).
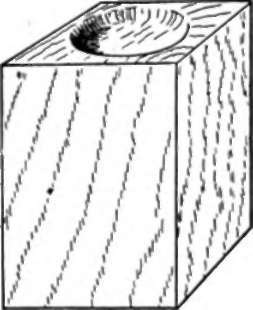
Figure 96.
The ash tray is made from the bottom of a can, which should be cut off smoothly with a rotary opener. Any irregularities or sharp edges may be filed down before forming.
Mark on the tin circle which is to be the flat bottom of the tray. Place the mold in a vise and hold the tin over the hollow depression in its end. Using the round end of the ball pein hammer, tap lightly along the edge of the circle marked on the tin. You will have to move the tray as you work to keep the area being hammered over the mold. Do not hammer inside the circle, or the bottom will be rounded instead of flat. Work only around the edge until the tray has taken its finished form (fig. 97).

Figure 97.
The cigarette rests are cut from the sides of the can and shaped over a broomstick or other cylindrical object. They are then soldered in place. (See soldering below.)
Another type of mold for forming the ash tray may be made by cutting a circle the exact diameter of the bottom in a thin plank of wood. A coping saw is used in this operation. The plank is then screwed or nailed to another board which provides the bottom of the mold (fig. 98). The tin is held stationary over the depression and hammered as above. It does not have to be moved as work progresses, which makes it easier for the beginner to achieve regularity of shape.

Figure 98.
Continue to:
My Books

