Plastics. Part 2
Description
This section is from the book "Everybody's Handicraft Handbook", by Progress Press. Also available from Amazon: Everybody's Handicraft Handbook.
Plastics. Part 2
Carving And Engraving
Most interesting effects may be achieved by this method of decoration, using various systems. Outside curves, such as on the signet of a ring or around a bracelet, are most easily done with a file. The file point may also be ground to a point similar to that on a graving-tool and "pushed" in the same manner as a metal graver to engrave shallow designs or initials (fig. 110).
By far the fastest and most satisfactory method of carving, however, is with a rotary carving tool of some kind. The most convenient for light work are the small electric hand-grinders, for which many shapes of cutters or "burrs" are available, as is indicated in figure 111.
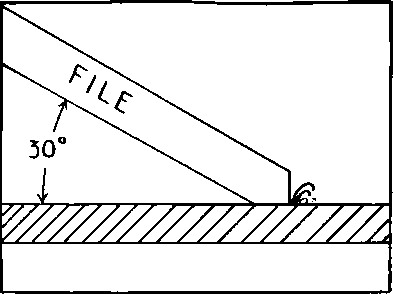
Figure 110.
Interesting effects may be obtained by leaving deep carvings rough and unpolished, and also by carving on the back of transparent materials, leaving the carved portions "frosted" or unpolished, or filling them in with lacquers or dyes.

Figure 111.
Bending And Heat-Forming
All of the plastics recommended can be heated and bent, retaining their shape on cooling. Cast phenolics are the least suitable for this type of work, as they will only take about a 45° bend without cracking and can only be reheated and bent once or twice before taking a permanent set. Acrylics and acetates however can be bent to any degree any number of times, and can be literally "tied in knots" without damage. Both have a "plastic memory" and will return to their original shape each time they are reheated, but once set in the new shape, will retain it without creep as long as they remain at normal temperatures.
Cast phenolics require about 3 minutes in boiling water for each 1/8 inch of thickness to become soft enough to bend. When bent to the desired shape, the material must be held with clamps until thoroughly cooled and set in the new shape, and the bends, as stated above, should not be over 45° Unless the clamps are padded or are very smooth, they make an impression in the face of the material, which will have to be filed and polished ofT after cooling.
Acrylic resins and acetate may be bent and formed much more easily. In addition, they can also be stretched considerably while in the hot state. When properly heated, they are as flexible as a sheet of gum rubber, and also have considerable "flow," so that they can be pressed into sharp corners or against carved molds, producing embossed effects. Acetate, especially in the thinner sections, may be formed or bent at lower temperatures, from 180° F. up to boiling point, and may be heated in water or by any other convenient method, such as by holding against a light-bulb, a half-hot electric iron, etc. If heated too much, however, they will shrivel or stick to the iron. Air-cooling will stiffen this material in a couple of minutes or it can be cooled by dipping in cold water. The material will take impressions very easily while hot, so care must be exercised in handling so that it will not be marked by the fingers or bv the forms against which it is pressed.
Acrylic resins must be heated to boiling-point ( 212° F.) or higher if possible. For the higher temperatures (required for thicker sections) either hot air blasts or hot oil baths are used. This material is extremely flexible and pliable when hot, its weight alone often being enough to form and stretch large sections over dome-shaped forms such as those required for bomber noses. Scraps of this plastic are often available in such formed or domed shapes and can be easily flattened by laying them on a hot plate for a few minutes or on the bottom of a pan of boiling water.
Small parts (up to 1/8 inch thick) can be quickly formed by hand by clamping an electric iron upside down in a vise and holding the part against the iron-face as it is warming up, first one side of the material and then the other until it becomes flexible. The material can then be pressed against a cold surface to form the bend desired; it should be held there a minute or two until it sets. Care must be exercised not to get the surface too hot, as blisters will form which must then be sanded or filed off and repolished.
Continue to:
My Books

