Moulding Work. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Moulding Work. Part 2
Blacking is a mixture of anthracite coal, charcoal and black lead, all especially prepared for the purpose. A good mixture may be taken as 2 parts of Lehigh blacking, 1 part charcoal blacking, and 1 part of German or American black lead. The blacking may be applied either wet or dry. When applied dry it is put in a cotton or coarse linen bag and dusted over the surface of the mould. When blacking is to be applied moist it should be wet with beer or molasses water. It is applied with the swab. The object of blacking is to give a fine, smooth surface to the face of the casting and to prevent the sand from adhering to the metal.
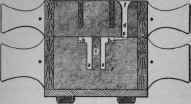
Fig. 28.
In the case of the moulding of the gland, where the metal is light the blacking is usually applied dry because the parts a a (Fig. 28) in the depth of the drag are not accessible either to the swab or the smoothers. After the blacking has been shaken over the whole surface of the mould the exposed parts b b (Fig. 28) may be sleeked over with the smoothers. The mould may then be closed, as shown in section, Fig. 28. In which it will be seen that the mould is wholly imbedded in the drag. The core is formed by the green sand c. The cope serves merely as a cover to prevent the overflow of the iron.
The passage by which the molten metal reaches the mould is made through the cope. This is done while the cope is being rammed. A stake (Fig. 29) about 1½ inches in diameter and long enough to reach to the top of the cope is stuck in the upper surface of the sand of the drag. This projects up through the cope and the sand is rammed about it as though it were a pattern. Before the cope is lifted off this is pulled out leaving a hole in the sand of the cope as at d, Fig. 28. From the bottom of this hole a groove e is cut out of the sand leading to the mould. The top of the hole f is usually enlarged so as to secure a wider opening into which to pour the metal. The gate d should not lead directly into the mould. The force of the falling metal dropping upon the face of the mould would wash it away and ruin the casting. This is called the gating of the casting. There arc many ways of gating that are adapted to different classes of work, some of which will be described later.
After the mould has been closed as in Fig. 28, the cope and drag must be clamped together. This is done in the same way as shown in Fig. 26 where the drag and two boards are clamped together. Clamping is only used on small moulds. In large moulds the cope is held down by weights.
Weighting or clamping is necessary in order to prevent the upward pressure of the molten iron from forcing apart the cope and drag or floating the former. The upward pressure on a cope depends upon the height of the iron above the upper surface of the mould and the area of the latter. Thus in Fig. 28 the upward pressure on the cope depends upon the height of the top of the gate at / above the top of the flanges at b and the surface of the latter. The reason for measuring to the top is, that the gate is always filled with metal when pouring which is allowed to cool with the casting. This metal is afterwards broken off and remelted. It is called a sprue.

Fig. 29.
To Calculate The Upward Pressure On A Mould
The upward pressure of molten iron upon a mould is calculated in the same way as the upward pressure of water upon any object submerged in it. The upward pressure of water is calculated by multiplying the height in feet, by the weight of a cubic foot of water and this product by the area in square feet upon which the pressure is exerted. Iron is 7.2 times heavier than water and the cubic inch is used as the basis of calculation. The rule, therefore, to calculate the upward pressure of molten iron is: multiply the depth in inches by the weight of a cubic inch of iron and this product by the area, in square inches, upon which the pressure acts. The weight of a cubic inch of cast iron may be taken to be .2607 pound.
Examples For Practice
1. What is the pressure per square inch of section in a mould at a depth of 8½ inches below the surface of the iron ?
Ans. 2.2 + pounds.
2. What is the total pressure upon a circular area 6 inches in diameter and 11 inches below the surface of the iron?
Ans. 81.+ pounds.
4. What is the pressure upon a rectangular surface measur ing 12 inches by 14 inches and 13 inches below the surface of the metal? Ans 569+ pounds.
The pressure of molten iron is exerted in every direction in exactly the same manner as water. (Sec Mechanics, Part II, page 42). The height of the metal must be taken from the surface of the gate. Let Fig. 30 be the section of a mould. The upward pressure per square inch of section at a will be equal to the depth h multiplied by .2607. The lateral pressure per square inch at b is equal to the depth h" multiplied by .2607 and the downward pressure per square inch at c is equal to the depth V multiplied by .2607. The total lateral pressure is equal to the area of the sides multiplied by the average pressure upon them. In Fig. 30, let the mould be 8 inches square, 7 inches deep and the gate (h) be 6 inches long. If b is midway between the surfaces a and c then Area of a = 64 square inches. Area of c = 64 square inches. Area of b (one side) = 56 square inches. Area of b (four sides) = 224 square inches. Height A = 6 inches. Height h' = 13 inches. Height A" = 9½ inches. Let the gate at e be semi-circular and 2 inches in diameter, and the length at d be 1½ inches.
Solving this in accordance with the principles set forth we have,
Upward pressure at a = l .56 + lbs. per sq. in.
Total upward pressure on surface a = 100.11 lbs.
Continue to:
My Books

