Measuring And Testing Instruments. Pyrometers
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Measuring And Testing Instruments. Pyrometers
All up-to-date hardening rooms now are equipped with pyrometers in order to insure uniformity of the heat in the furnaces, and also uniform results in the hardened products.
There are various types of pyrometers, depending upon different principles for their workings such as the thermoelectric, resistance, radiation, and others. The most commonly used is the thermo-electric type. In this type, the temperature variations are deter- mined by the measurement of an electric current generated by the action of heat on the junction of two dissimilar metals, that is, when one junction of the thermo-couple has a temperature different from the other, a current is developed which indicates on a meter.
Thermoelectric Type
Fig. 184 shows the outlines of the parts of a complete Wm. H. Bristol thermoelectric pyrometer, with the fire end applied for measuring the temperature in a bath of molten lead. This particular fire end is bent so that the tip A, where the elements are welded together and the temperature is measured, may be submerged in the molten metal and the fire end joined to the extension piece at the point C, so as to carry the cold end D of the thermo couple ABCD to a point of constant temperature. Method of Installing. Fig. 185 shows the method of installing a pyrometer in a muffle type of furnace with the fire end projecting through a hole in the rear wall. The fire end is provided with two iron-pipe protection tubes, so that when the outer pipe scales away through action of the heat, this can easily be replaced without injury to the elements of the fire end or its inside protection pipe. The diagram shows the. extension piece installed horizontally so that it affords a practical method of keeping the cold end of the couple below and away from the influence of the variations of temperature in the furnace.
Accurate Use
As the temperature is measured at the tip of the fire end, the end should project far enough into the furnace to become thoroughly heated through. With the pyrometer to guide him, the operator can hold the right temperature in the furnace and make sure the work is heated up to this temperature by comparing its color with that of the tip of the fire end. For accurate results the cold end of the connection should be kept at a temperature of about 75° Fahrenheit.
It seems to be the general opinion among some people that pyrometers are not of much use in hardening, that they do not give accurate readings, and that better results can be attained by depending upon a man's experience. It is quite true that an experienced man's eye is a good means for judging the heat in a furnace and may be far better than an incorrectly calibrated pyrometer. However, by frequent calibration it is possible to keep the pyrometer in such condition that the readings are a great deal more accurate than any estimate of heat by the eye.
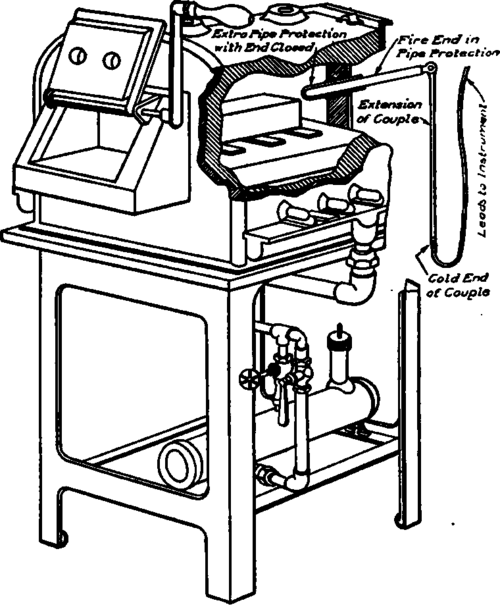
Fig. 185. Part Section Showing Method of Installing a Pyrometer in a Furnace.
Hardness Testing
Pew properties of iron and steel are of more importance than that of hardness, and even as far back as when men first began to harden steel, they probably sought some method of testing for hardness. Although the file test for hardness is used extensively today, it is not considered accurate. In regard to methods for testing hardness, it might be well to mention four, though of these four there are only two that are very well known and that are most commonly used - the Brinel test, brought out in 1900, and the Shore test, brought out in 1907.
Sclerometer
In 1886 Prof. Thomas Turner brought out the sclerometer. In this form of test a weighted diamond point is drawn across a smooth surface two or three times and the hardness number is the weight in grams required to produce a standard scratch.
Drill Test
Keeps testing is known as the drill test and was introduced in 1887. In this form of apparatus a standard steel drill is caused to make a definite number of revolutions when pressed with various standard forces against the piece to be tested. The hardness is automatically recorded on a diagram.
Brinell Tester
Fig. 186 shows the Brinell method. In this method a hardened steel ball is pressed into a smooth surface of the metal so as to make an indentation which is measured by a microscope. The spherical area of the indentation, being calibrated and the pressure being known, the stress per unit of area when the ball comes to rest is calculated, and then the hardness number is obtained.
The machine, Fig. 186, is an hydraulic press with a downwardly acting ram carrying the ball which is pressed into the test piece; the manometer shows the pressure of the oil.
Shore Scleroscope
Shore's scleroscope consists of a small cylinder of steel with a hardened point which is allowed to fall upon the smooth surface of the metal to be testea, and the height of the rebound of the hammer is taken as the measure of hardness. The hammer weighs about 40 grains, the height of the rebound from hardened steel is in the neighborhood of 100 on the scale.
While the absolute weight of .the entire hammer is little, it is very great relative to the striking area. The hammer is guided in its fall by a glass tube. The glass tube is secured to a frame in a vertical position with the lower end upon the test piece.
Fig. 187 shows a complete testing set, and Figs. 188 and 189 the different methods of applying the instrument to different kinds of work.
Fig. 190 gives a general view of the working parts. In the scleroscope action the vital part is the diamond faced drop hammer which must always be raised to its hanger hook at the top where it remains in readiness for the test. In the automatic instrument now manufactured, the necessary valves, the suction for the hammer and its release all are operated alternately by one bulb acting on the cam B, Fig. 190, through the medium of the piston C, the adjustable oscillator D and the end ratchets E. When the hammer is down it will be found impossible to suck it up by the vacuum formed on releasing the hold on the bulb because the valve is then wide open and is held so by the cam B.
Continue to:
My Books

