Use Of Jig For Accurate Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Use Of Jig For Accurate Work
This method of laying off and drilling the eccentric center, may not give the necessary accuracy, and if it does not a jig must be used in drilling the center holes. A suitable jig is shown in Fig. 87. The ends of the arbor must be turned to fit the hole A in the jig, which is a collar having a straight hole through it. A piece of steel, which is a forcing fit in this hole, has a hole the size of the centering drill, laid off with the proper amount of eccentricity. This piece of steel is forced to the center of the collar, at B. A straight line should be drawn across the collar and down the beveled edges, as shown at C. A line should now be scribed the entire length of the mandrel, which should be set to match the line on the jig. The jig is secured in its proper position by means of the set screws.

Fig. 84. First Line for Locating Eccentric Center.

Fig. 85. Second Line for Locating Eccentric Center.

Fig. 86. Part Section of Mandrel with Eccentric Centers Located.
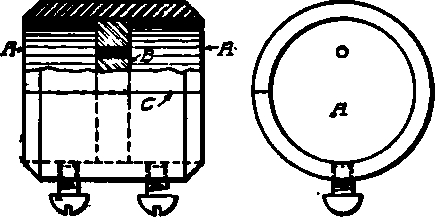
Fig. 87. Jig for Locating Centers.
Use Of Mandrels With Two Centers
For machining a cylindrical piece which has a hole through it to receive an arbor, and the faces of which are not parallel, Fig. 88, it is well to use a mandrel having two sets of centers, Fig. 89, A A being the regular centers, while the eccentric centers, BB, should be equidistant from the regular centers, but on opposite sides.
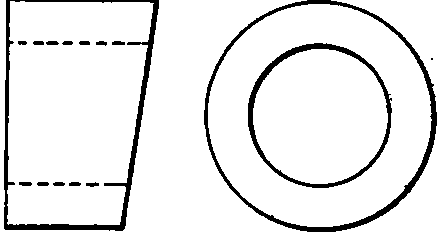
Fig. 88. Cylinder with Faces not Parallel.
Continue to:
My Books

