Medium Forged Work. Calculation Of Stock. Stock Changed In Shape
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Medium Forged Work. Calculation Of Stock. Stock Changed In Shape
The calculations made previously for stock, were for stock which was simply bent into shape, the original section or size of the stockremaining unaltered. There is a large variety of work where the shape of the stock is considerably changed, and where it is essential to know the amount required to make a given forging. In doing this kind of work one rule must be remembered, i.e., that the volume of the stock remains unaltered although its shape may be changed. Take as an example the forging shown in Fig. 87, let us determine the amount of stock required to make the piece.
The forging is made in the general manner shown in Fig. 88. A piece of stock should be taken large enough in section to make the block B, Fig. 87, which will mean that it will be 1 inch wide and 1/2 inch thick. The metal is worked by making the fuller cuts, as shown in Fig. 88, and then drawing down the ends to the required size, it being, of course, necessary to know the amount of stock required for each end.
For convenience in calculating, the forging will be divided into three parts, the rounded end A, the central rectangular block B, and the square end C, Fig. 87. The stock used being 1 inch by 1/2 inch, the block B will of course require just 2 inches of stock. The end C would have a volume of 1/2 X 1/2 X 3/4 = 3/4 cubic inch. The stock has a volume of 1/2X l X l = 1/2 cubic inch for each inch of length. The number of inches of stock required for the end C would then be 3/4-1/2 or 1 1/2 inches. The end A is a round shaft or cylinder 4 inches long and 1/2 inch in diameter. To find the volume of a cylinder, multiply the square of the radius (1/2 the diameter) by 3 1/2 and then multiply this result by the length of the cylinder. This will give the volume of A as 1/4 X 1/4 X 3 1/7 X4 =11/14, and the amount of stock required to make this piece would be 11/14 -1/2 = 1 4/7, which may be taken as 1 5/8 inches. There is, of course, some slight loss due to scaling in working the iron, which must be allowed for. This is generally done by adding a slight amount to the minimum amount required in each case. The amount of stock required in this case would be about:
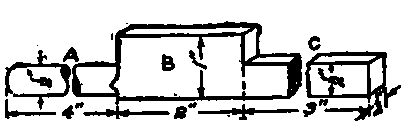
Fig. 87. Diagram for Calculating Stock in Special Forging.
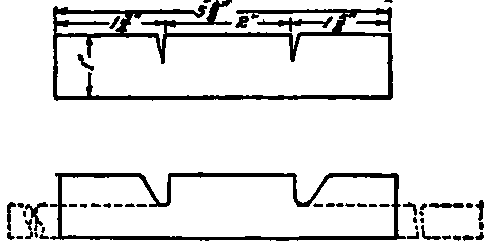
Fig. 88. Steps in Making Forging.
Round shaft A | 1 3/4 inches |
Block B | 2 inches |
Square shaft C | 1 3/8 inches |
Total | 5f inches |
When the forging is started, cuts, which are afterward opened up with a fuller, may be made as shown by the upper sketch in Fig. 88. In this particular case it is not absolutely necessary that exactly the proper amount of stock be taken, as it would be a very easy matter to take a little too much and trim off the surplus from the ends, after the forging was made.
With the forging such as shown in Fig. 89, however, it is essential that the exact amount be used. This forging, which is the general shape of a connecting rod, would be started as shown in Fig. 90, and it is quite important that the distance A be correct.
The stock used should be 2 inches by 4 inches. Each end will, of course, require just 6 inches of stock. The center part is a cylinder 2 inches in diameter and 24 inches long, the volume of which would be 1 X 1 X 3 1/7 X 24=75 3/7 cubic inches, which may be taken as 75 1/2 cubic inches. For each inch in length the 2-inch by 4-inch stock would have a volume of:

Fig. 89. Diagram of Connecting Rod.

Fig. 90. Starting Connecting-Rod Work 25ft.
Table II. Weight Of Flat Rolled Iron
(Length 12 Inches)
4X2X1=8 cubic inches. Therefore it would require 75 1/2-8 = 9 7/16 inches of stock, to form the central piece, consequently the distance between the cuts shown at A in Fig. 90, will be 9 7/16 inches. To this might be added a slight allowance for loss in scaling. The total amount of stock required would be 6+6+9 7/16 =21 ft inches. Any forging may generally be separated into simple parts of uniform shape as was done above. In this form the calculation may be easily made.
Continue to:
My Books

