How To Make Saucepan Covers
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
How To Make Saucepan Covers
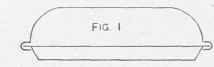
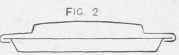
Saucepan covers of copper and tin are made in two shapes, as shown in section by Figs. 1 and 2. To make a cover like Fig. 1, bend a thin strip of metal to the shape of the section; this strip of metal when straightened out flat will give the diameter of the circle for the cover in the flat. If a number of covers of one diameter are required, they are usually hollowed in " tacks " of four or six, according to the strength of the material. A wood block containing a slight hollow and a bullet-faced hammer are required. Hold the edge of the covers over the hollow in the block, and, using the roundest face of the hammer, drive the metal down to the hollow, working round the edge with regular blows, and continue working round in a series of concentric circles towards the centre until the cover is hollowed to the desired height. Again commencing at the edge, with light, regular blows, go once more over the hollowed surface until it is smooth. Now separate the covers, and, with a burring machine, throw off a flange proportionate to the size required (usually about 3/8 in. to 1/2 in.). The cover shown in Fig. 2 is begun in the same way as Fig. 1, but when hollowing it is pitched up in a deeper hollow with the heel of the hammer, or with a hammer specially made for the purpose, until the ridge shown in the illustration is formed and the outer edge is left all puckered. Assuming that the cover is to be finished without the use of a swage, the edge on the top of the cover should be worked up sharp with a mallet upon a bright round head; then form the side of the ridge, worked round carefully, with a square-faced hammer (the front edge of which has been rounded off) up m a bevel stake. The outer flange may then be thrown off upon a bright anvil, using a mallet to remove the puckers, and a round-faced bright hammer to work it down to the shape. The cover should then be planished smooth and true, and the top also planished to finish it. From this point the working of both covers is the same. Cut from an arc of a circle, equal in length to the circumference of the body the cover is to fit, a rim about 1 in. deep, With allowances for flanging and edging, as shown by Fig. 3; then work over an edge along the dotted line on the inner curve, and flatten this edge down so as to stiffen the rim. Turn the rim round, fit it to the body, and solder it together at the ends. Then, with the burring machine, throw off a flange along the top edge of the rim. Now with the same machine take up on the covers an edge of such a size that the flange of the rim will fit into it. Pene down the edge of the cover upon the flange of the rim. Cut out a handle as shown in Fig 4, wire it along both edges, bend it to the shape shown by Fig. 5, and rivet on.

Continue to:
My Books

