Pattern For Saddle Shaped Boiler
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
Pattern For Saddle Shaped Boiler
A pattern for a saddle-shaped cast-iron boiler made as follows will answer for moulding in green sand. Prepare two substantial blocks A (Fig. 1) made to the inner contour of the casting. To these blocks nail or screw two pieces B and a piece C, all the pieces being made to the thickness of the metal; c should be saw-kerfed, so that it will bend to the required curve. On each end of B and C fasten D, and two strips E, running the whole length of the pattern. Finally attach F by screws, which may be released to facilitate removal of the core, which is rammed inside the pattern. The pieces F should be stiffened by removable battens to prevent the ramming bulging the pieces outward. The open part of the core is strickled to shape by a straight strip of wood G (Fig. 2) shouldered down to the thickness of the metal, and guided by and working between the two segments D (Fig. 1). When the mould is to be rammed, the battens used for stiffening the pieces F (Fig. 1) are removed. The inside of the pattern is then filled with sand and strickled off level with the convex edges of the segments. The latter is done with the flush edge of the strickle G (Fig. 2). After withdrawing the pattern, the stiffening blocks A (Fig. 1) are stopped off by tilling up the spaces left by them in the sand. The core must be supported in the mould by studs or chaplets, and provision must be made for securing the vent of the core through branches or openings on the casting. Any branch on the casting not occurring at the junction of the straight and curved parts of the metal should be left loose, so that it may be taken away on a draw-back plate. Shallow bosses or facings should also be loose. All external edges of the casting should be well rounded. Fig. 3 shows the finished pattern.
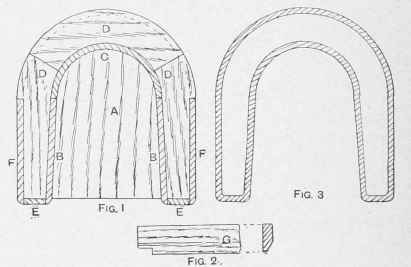
Pattern for Saddle-shaped Boiler.
Continue to:
My Books

