Variety Of Rolling Apparatus
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Variety Of Rolling Apparatus
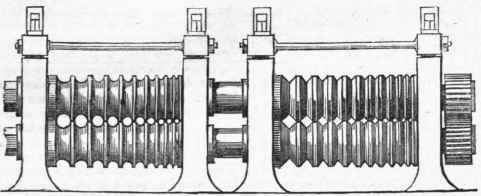
For the manufacture of so extensive a variety, f. great number of rolls is required in an iron work. The stock of these ponderous tools, in some works, consists of upwards of a hundred pairs; and there are commonly from ten to twenty pair of standards (fixed in the most firm and solid manner that art is capable of) ready for their reception. A sufficient example of this kind of mechanism for making flat bars has already been given at de fg, in the cut at page 773: in the illustration which follows, the rollers for making round and square bars are shown. These rolls are called finishing rolls, for the bar, previously to being brought to them, is passed through several grooves of a pair of roughing rolls, which are of greater diameter than the finishing rolls, and furnished with larger grooves. In these last-mentioned, the bars are reduced to nearly the intended size, and they are then run through two or three grooves of the finishing rolls; each time that a bar is passed through, whether round or square, it is turned a quarter round to take off the burr or fin, formed at the junction of the rollers, and through the last hole it is usually passed twice, by which its figure is perfected.
The effect of the piling and reworking the iron, as just described, has been to weld the several layers of the pile together, which thus become one solid mass, possessing a fibrous texture and an increased toughness; and during the operation, many of the impurities that the iron had retained are expelled. In rolling flat bars, the treatment is different from that of square and round; the pile is never presented to the rolls with the edges of its layers upwards, but always with their flat sides horizontal; lor were the bar rolled upon the edges of the layers, the welding would probably be very imperfect, and the bar comparatively weak. Each bar after it is completed in the rolls, is taken by two boys with tongs, who first put the marks on with steel punches; they then present its extremities, which are usually ragged and uneven, to be cut off by a pair of shears that are constantly opening and shutting by the action of the engine; the boys then take the bar, and lay it along a solid cast-iron bench, perfectly flat, and having a straight edge on one side; and as the bar is still hot, they easily make it perfectly straight by a few blows with wooden mallets.
Fig. 3.
Continue to:
My Books

