136. Ingot Moulds. Stripping Ingots
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
136. Ingot Moulds. Stripping Ingots
The usual form of ingot mould for Bessemer and open-hearth steel is shown in Fig. 32, which shows three moulds sitting on a common base of heavy cast iron carried by an ingot car. Fig. 33 shows a longitudinal cross section of one of these moulds.

Fig. 32. - Ingot Car.
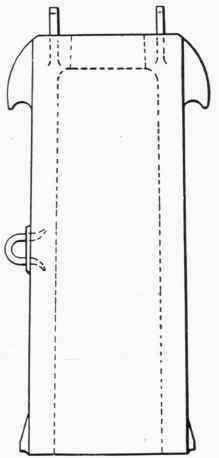
Fig. 33. - Mould for Steel Ingots.
The moulds are made of cast iron, are open top and bottom, and are provided with suitable lugs for handling. The mould cavity for standard moulds is 17 1/2 x 19 3/4 inches at the top, 20 1/2 x 22 3/4 at the bottom, and about 6 feet high, for a 6500-lb. ingot. It is slightly larger at the bottom than at the top to facilitate forcing the ingot out when it has become sufficiently cooled. The mould corners are rounded to avoid forming laminations which would result from square corners when rolling the ingot, and to relieve the ingot corners of a chilled and crystalline condition such as would result from the rapid cooling of sharp corners in the mould. The walls of the mould are about 5 inches thick, and the weight is sufficient to hold the mould down firmly on its base during the pouring of the steel. A fin of steel may run under the lower edge of the mould, but it is thin enough to chill very quickly and thus stop the opening.

Fig. 34. - Crucible-Steel Billet Moulds.
The moulds shown are poured at the top, but for higher-grade steel, a mould is arranged with a long clay-lined tube up the side so that the metal may enter the mould space from the bottom.
For crucible steel, ingot moulds are much smaller and of different design from the larger moulds, although the shape of the ingot is nearly the same, i. e., rounded corners, long, and sometimes tapering. For crucible steel, Fig. 34 shows two views of an ingot mould made in halves, closed at the bottom and held together by iron rings and wedges.
The operation of "stripping" a large mould, i. e., removing the ingot from it, is accomplished by a specially built traveling crane, such as shown in Fig. 35. A train of ingot cars is run under the crane and the crane-tongs T lift each mould by the heavy lugs at the top and if the ingot does not drop out, it is pressed out by a hydraulic plunger, K, rigged for this purpose.

Fig. 35. - Ingot Stripper.
Four ingots stripped from the moulds are shown on the right in this view.
Ingots for armor plates, large gun parts, and other special forg-ings are cast in very large moulds, specially shaped and sometimes lined inside with clay. Some ingots are cast in long fluted columns for special advantages in cooling and working.
Continue to:
My Books

