165. Handling Large Ingots For Forging
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
165. Handling Large Ingots For Forging
Special equipment must be installed to transport large ingots between the reheating furnace and the forging press and to hold them for the work of forging. The furnace and the press are located conveniently near each other, and a specially built traveling crane is installed for this work.
The upper end of every ingot made for forging is a "crop-end." This end is used to hold the ingot for forging and is cut off when the forging is completed. This end is cast smaller than the body of the ingot and is called the "chuck stub" in the forge shop. Fig. 54 shows, the equipment for holding ingots. It consists of a clinch B, shown partly in section; a porter bar P for balancing and guiding the chuck and ingot; and an endless chain C suspended from a block D. The whole equipment is suspended from and transported by the crane.
The chuck stub is clamped by the set screws in the open end of the chuck. The porter bar is attached to the other end of the chuck. The swivel block D allows the apparatus to be turned readily in a horizontal plane. The heavy spiral spring between the swivel block and the crane hook relieves the crane of any undue shock in forging. It is frequently necessary to hang heavy iron weight to the end of the porter bar to balance ingot, chuck, and bar nicely on the chain. In this way the forge men can easily swing the work by hand pressure on the porter bar. The ingot is turned on its horizontal axes by ratchet attachment geared to the groove G, or it may be turned by an iron bar placed in one of the holes beside the groove.
When the ingot is carried to the furnace for reheating, which may be necessary a number of times in the course of making the forging, the chuck stub sticks out of the furnace door, and the space below the door, when it is closed down on the stub, is stopped temporarily with bricks.
Many different chucks and porter bars are provided in a large forge shop, and some of the porter bars are 60 feet long and nearly a foot in diameter, which gives an idea of the heavy forgings handled. Gun tubes are forged by the processes just described. Some forging presses, as for forging car wheels, use an intensified pressure of 40,000 lbs. or more per square inch.
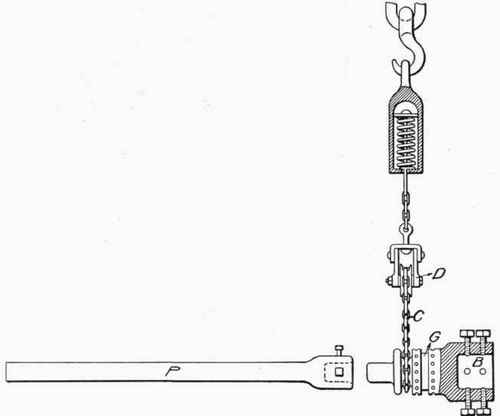
Fig. 54. - Chuck and Porter Bar.
Continue to:
My Books

