345. Water-Tube Boiler
Description
This section is from the book "Applied Science For Metal Workers", by William H. Dooley. Also available from Amazon: Applied Science For Metal Workers.
345. Water-Tube Boiler
The water-tube boiler is the result of a demand for high pressures of steam. In this type of boiler the water is contained in tubes which, on account of their comparatively small size, reduce the thickness of metal, the quantity of water contained, and consequently the total weight of the boilers. At the same time the small tubes increase the rapidity with which steam can be generated without injury from unequal expansion. Water-tube boilers are in extensive use for both stationary and marine work (Fig. 159). They are more complicated, as a general thing, than some of the forms of fire-tubular boilers and under the best conditions for each type have not shown any particular increase in economy. This type is claimed, however, to be the safer of the two because it contains a less amount of water. When an explosion occurs the tubes simply blow out. The cause is generally defective welds or the thinning of the tubes from corrosion.
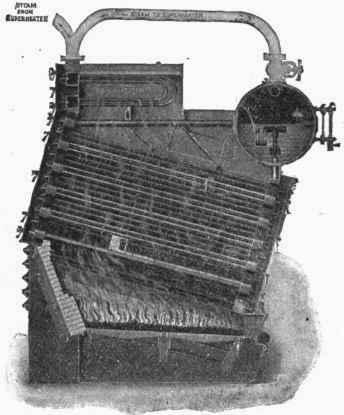
Fig. 159. - Marine Boiler. The tubes are of small diameter and shorter than in land type. Oil may be burned in this boiler. In this boiler the entire surface is composed of fire-brick.
The common type of water-tube boiler is made of lap-welded wrought iron tubes placed in an inclined position, connected with each other and with a steam-and-water drum on the top of the tubes by a vertical passage at each end. A mud drum is connected to the rear and lowest point of the boiler. The steam-and-water drums are made of sheets of iron or steel of the desired thickness to withstand the pressure. The plates are double-riveted. The mud drum is made of cast iron, as this is the best material to withstand corrosion.
The tubes are fitted by an expander into drilled holes accurately sized and tapering at the end connections. These connections are in one piece for each vertical row of tubes. The tubes are arranged so that each row comes over the space in the previous row.
346. Boiler Building - Boilers 14 ft. or less in length are constructed of two plates, each forming the entire circumference. Above 14 ft. in length the shell is constructed in three parts, i.e., three plates are required to make the length of the boiler shell. These steel plates are 1/4,3/8, 1/2 or 5/16 of an inch thick and range from 45,000 to 85,000 lbs. per square inch tensile strength. They are ordered by the boiler-maker from the steelmill usually 1/2 in. larger than the finished size required and they come to the shop perfectly flat. Here they are first weighed to find out if they are up to specifications in thickness. They are then placed on a bench and laid out, "squared up" on the edges, and the location of every rivet hole, nozzle, etc., is marked off with a soapstone pencil. The rivet holes are punched 1/4 in. less than their finished size, then reamed full size, after which the plates are brought to a planing machine and planed to the exact size on the edges. Edges that are to be calked (pressed together by a compressed air hammer) are beveled (inclined to an angle other than 90°), while the others are planed at right angles to the surface of the plate.
The cylindrical shell of a boiler retains its shape without the need of a brace or support for the very simple reason that the internal pressure tends to keep it cylindrical. On the other hand, this internal pressure has a constant tendency to force or "bulge" out the flat surface of the heads of the boiler which in consequence are reinforced by means of the diagonal brace and stay-rods. The brace is used for low pressure, and the stay-rods for high pressure. Stay bolts extend from head to head. These bolts are often broken by the unequal expansion of the fire-box and outer shell.
Continue to:
My Books

