419. Molding
Description
This section is from the book "Applied Science For Metal Workers", by William H. Dooley. Also available from Amazon: Applied Science For Metal Workers.
419. Molding
Most of the iron used in industry is made into castings. Castings are made by pouring hot molten iron into a mold, which is a body of a certain kind of sand held in a boxlike frame called a flask. The top part of the flask is called the cope, the lower part the drag (Fig. 187).
The sand forms a cavity of a desired form in which the hot metal flows. When the iron cools, it forms the casting.
420. Steps in Molding.
- The pattern is placed on a board or plate called a bottom board, and a special kind of sand, called facing sand, is placed around and above the pattern to a thickness of about 1 1/2 in. The rest of the flask is filled in with unriddled (unsifted) sand and rammed (hammered) properly. Sometimes gag-gers or cast rods with projections are embedded in the sand to help hold it together. A board is then placed on the top of the flask and clamped. The flask is then rolled over.
Next the molding board is removed, and the face of the drag smoothed over firmly with a trowel to make it smooth and firm. After this a gate pin is embedded in the face of the mold about one inch deep, or at least deep enough to make it retain an upright position, and a groove is cut from this pin to the pattern. Parting sand, a mixture of burnt sand and charcoal, is then dusted over this face and the cope half of the pattern is placed on the drag and centered by dowel pins.
The drag part of the flask is then placed in position, and the pattern
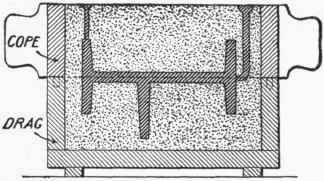
Fig. 187. - Cope and Drag of a Mold.

Fig. 188. - Ramming Molds - the First Step in Molding a Cast Iron Pipe. A large cast iron flask is placed in a pit and a pattern is placed in the flask. Sand is then filled in around the flask and rammed down hard. In this case, the rammers are driven by compressed air and are suspended by a stationary overhead crane. The pattern is then drawn and the mold is ready for the core, is covered to a thickness of 1 1/2 in. with facing sand, after which the flask is filled with unriddled sand and rammed until it is compact. A form of pin, called a riser pin, is embedded in this half of the mold until it touches the pattern.
This riser helps to carry off the gases, and also causes any foreign matter that may have accumulated in the mold to flow out; it also warns the molder as to when the mold is filled with metal. The mold is then vented by 1/8 in. rods inserted into the sand about two inches apart, until they hit the pattern. When withdrawn, they leave small holes in the mold by which the gases escape. A cover board is placed over the flask and clamped on, the cope lifted and dressed, the gate pin and riser pin withdrawn, and both parts of the pattern are rapped and with-drawn from the sand. The mold is washed with a solution of lampblack and molasses to form a smooth face. If necessary, the drag part of the mold can be vented by forcing 1/8 in. rods from the inside of the mold to the side of the flask, but this is not always necessary. The core, a body of sand baked hard, is then placed in its proper position and fastened by wire or nails to keep it stationary. This core, which is made in the coreroom, forms the inside of the finished casting, and in some cases is very frail and must be handled with care. Some cores are of necessity made in half a dozen parts and care must be taken to fit these parts properly. After the cope is replaced, and the two parts clamped together, the mold is ready for pouring. This is done either by hand- or crane-ladle, a bucket-shaped vessel of wrought iron lined with fine clay.
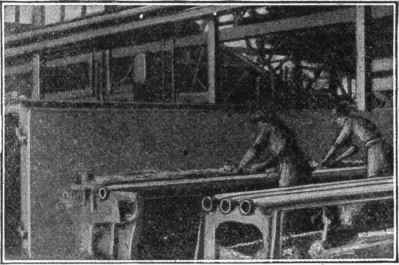
Fig. 189. - Making Cores for Cast Iron Pipe. Cores for pipes are made on a bar. Hay is wound on this bar and then loam is carefully worked into the hay. The core is then dried and given a second coat of mud, dried again, and blackened. It is then placed in the mold.

Fig. 190. - Drying Molds. Before the core can be placed, the mold must be thoroughly dried. This is done by either gas or coke fires.
Figures 188-192 show various steps in the molding of cast iron pipes.
Continue to:
My Books

