481. Micrometer
Description
This section is from the book "Applied Science For Metal Workers", by William H. Dooley. Also available from Amazon: Applied Science For Metal Workers.
481. Micrometer
Accurate mechanical work can be done only when diameters are carefully measured. As a means to this end the micrometer caliper (Fig. 197) is employed to measure the one-thousandth or one five-thousandth part of an inch. Its principal parts are the screw, the hub, and the thimble.
The screw of the micrometer is covered by a thimble to protect it from dust and rapid wear.
By turning the thimble the screw is moved backward or forward, increasing or decreasing the distance between the measuring points, and therefore opening or closing the instrument for larger or smaller diameters.
One complete revolution of the thimble changes the opening of the caliper .025 in. As the pitch of the screw in the caliper is 40 per inch, and the circumference of the thimble is graduated in twenty-fifths, one turn of the screw changes the caliper opening .001 in.
The heel is graduated in a straight line parallel with the screw length and conforms to the pitch of the latter, each division being .025 in. The fourth division, which is .1 in., is made on the frame with the figure 1; the eighth, with the figure 2, and so on. When the thimble is turned one complete revolution, the screw advances 1/40 in., and 1/25 of 1/40 is .001.
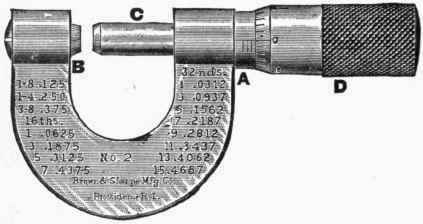
Fig. 197. - Micrometer Caliper. This caliper will measure the thickness of articles upwards by thousandths of an inch. The table of decimal equivalents is stamped on the frame.
In calipering with the micrometer, care must be taken to get the proper touch. If the points of the instrument are crowded or forced to overwork, the resulting error may be 1/1000 or even 1/50 in. less than the actual size; if too loose contact is made with the measuring points, the measurement will be larger than the real diameter and equally incorrect. The micrometer should never be laid where excessive heat or widely varying temperatures come in contact with it, as expansion and contraction of the frame injure its accuracy. In very fine and exact work, the heat of the hand may be sufficient to change a micrometer reading.
Continue to:
My Books

