Copper Expansion Bulb
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Copper Expansion Bulb
A copper expansion bulb, or ball, as shown in Fig. 241, is sometimes fixed upon a length of steam or hot-water pipe, to allow for the varying length of the pipe due to changes of temperature. It is usually worked up from two circular discs of metal, the halves being fastened together with a brazed joint running around the bulb.
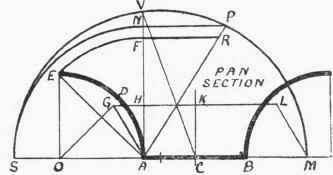
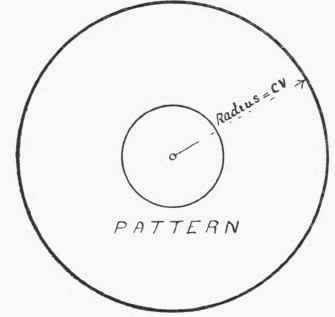
Fig. 240.
The setting out for the pattern disc is shown in Fig. 242. It is only necessary to mark out a quarter of the section shape, and then on this apply the construction used in Figs. 239 and 240. The point G can be taken as the centre of gravity of the curve (this being the point upon which a wire bent into the shape B G A would balance). A is joined to G, and produced to D, the line A D being made equal to the length of the double curve A G B. The line G F is next drawn parallel to A L and O F cut off equal to O G. The point H is then fixed by drawing F H parallel to G A. Line A D is turned up about A as centre to fix the point E, and on H E a semicircle described, cutting L J produced in K. The line A K gives the radius for the circular blank. After each half is worked up into the required shape, the centre circles are cut out to form the pipe inlet and outlet.
We will now give a couple of examples of the application of the foregoing methods to the setting out of patterns for articles which can be worked up from a frustum of a cone. The first example is that of a as shown in Fig. 243. A heavy bead is worked on the pipe at the part where the bell-mouth runs into the straight pipe, and a split tube is fitted around the top edge of the outlet.
Continue to:
My Books

