How To Mill Cast Resin Plastics. Part 2
Description
This section is from the book "Plastics In The School And Home Workshop", by Andrew Jules Lockrey. Also available from Amazon: Plastics In The School And Home Workshop.
How To Mill Cast Resin Plastics. Part 2
In mounting work between centers, ordinary metal-working proceedure is followed in most cases, with a center-hole being drilled at each end and the power being transmitted by a dog. It is possible, however, to use a spur center, provided a centerhole is first drilled for the live center itself, and slots then filed for the spurs to fit into. Plastics cannot be driven against the woodturning spur-center with a hammer in the manner in which wood is mounted. The best method is to mount the live end in a chuck, if chuck and work are suitable sizes. When working between centers, it is important to keep the tail-center running fairly loose, as the material expands more than wood when heated by tools or friction, and a drop of oil should be applied. It will not be absorbed by the material or discolor it.
In turning cylinders, which is probably the most common lathe operation on plastics, a mandrel is necessary. These are easily turned up from scrap wood, to the inside diameter of the cylinder, having a very slight taper toward the tail end. The most common inside diameter of plastic cylinders, covering the various thicknesses of bracelet cylinders, is 2 5/8. Your mandrel should be at least ten or twelve inches long, 1/16" under this diameter at the tail end, and very slightly over it at the head end. If to be used more than once or twice, the mandrel should have metal centers inserted, and the head end should be marked, as well as the spur center itself, so that it will always be replaced in the lathe with the same spurs in the same holes. Otherwise the centers will soon become enlarged, the mandrel will wobble off-center, and that will result in a high spot on your cylinder, which means that the entire surface will have to be turned down before it can be finished and polished, and that even after this is done, the bracelet or part being made will be thicker at one point than at the high-spot point.
A good method of making a mandrel with permanent centers, for use in a woodturning lathe is to take two short lengths of hex or octagon brass rod, drill a center-hole with a center-drill in one end of both of them, and file the four slots for the spur center radiating from this center hole in one of them. Then drill 11/16" holes in the ends of your 3"x3"x12" rough mandrel stock, and drive these brass centers in. Then when the whole is mounted between centers and turned down to the proper diameter, you will have a rigid, accurate permanent mandrel.
An expanding mandrel is desirable if there is a quantity of work to be done, but these are quite expensive. A simple method of making one that will serve ordinary purposes quite well however is shown in Figure 6, which is self-explanatory.
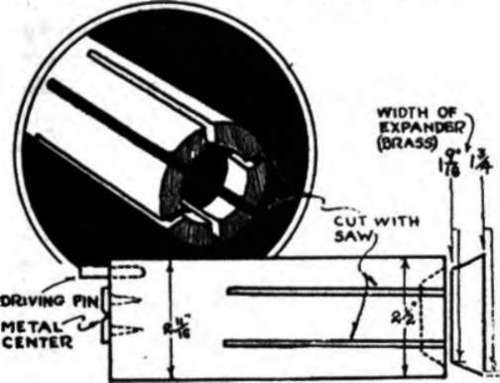
Fig. 6. A home-made "expanding; mandrel" for use on plastics cylinders, most of which are 2 5/6" inside diameter. Drawing up the tail center forces the ping into the recess, expending the split mandrel.
Any work being done in the lathe should be buffed and polished while still in the lathe, as a good finish can be produced much more quickly by this method than in any other way. After sanding, the cake of compound is held a moment against the revolving work, then a rag is held against it until sand-marks are removed; then the process is repeated with polishing compound and a clean rag.
Particular care in holding the tools properly is necessary when working on inside diameters in the lathe. Bear in mind that all conditions are reversed when working on the inside, as far as tool angles are concerned.
Turning on Metal-Working Lathes All metal-working operations commonly performed on this type of equipment can be applied to plastics. In fact, lathes of the ordinary type and of countless special and automatic types are the most common machine tools in a commercial plastics shop. Rod machines, automatic screw machines, button machines are a few ordinarily seen and some of these are pictured in the chapter on "Commercial Processes." In plastics, as in every other line of machining, the lathe is called the King of Tools" with good reason, and from all standpoints the low-priced metal-working lathe such as the two well-known brands now on the market for less than a hundred dollars, shown in Plates I and J. are far and away the most useful of all machine tools for working plastics as well as metalsno shop is complete without them.
All general rules used in metal-working can be applied to plastics, giving due regard to the proper tool-angles. Tool bits should be mounted exactly at the center-line, and the top of the tool-bit as it approaches the work should be horizontal or inclining slightly upward away from the work, as in working brass. Front and side clearances should be ample. If it is a side-cutting tool, the top must also be level at the cutting-edge, or sloping slightly upward away from it, see Figure 7. Cut-off tools must not only have front and side clearance but must have square sharp upper edges so that they can cut their way clear and not bind in case the material expands and grips the tool while cutting-off. For deep cut-offs, a hack-saw held in the hand performs as well as anything else, and equally fast.

Fig. 7. (Above). Proper angle for grinding metal-turning lathe bits for use on plastics. Top of bit is level with center-line. (Below). Proper grinding and setting of cut-off tool for use on plastics note clearances on front sides, and horizontal settings.

Because the equipment can stand it, metal-working lathes can be forced much more than light woodworking lathes, and very heavy cuts taken. Heavier cuts generate more heat however, and time can be saved by using stellite or tungsten carbide tool-bits for production work. No coolant is necessary even for high speeds, and no lubricant is ordinarily used for thread-cutting.
Continue to:
My Books

