How To Mill Cast Resin Plastics
Description
This section is from the book "Plastics In The School And Home Workshop", by Andrew Jules Lockrey. Also available from Amazon: Plastics In The School And Home Workshop.
How To Mill Cast Resin Plastics
Grooves in box-lids, special moldings and many other milling operations are performed on plastics, using ordinary milling equipment, with cutters having teeth ground to the proper angle, i.e., without rake. This can be done on a lathe with the cutter mounted on an arbor or in a chuck and the work mounted on a special table, as in Plates T and U, or in a regular milling machine. Feed should be heavy and speeds high.
ATLAS
PLATES T, U, (Below) Conventional milling; equipment or attachments for metal-working lathes can be used for milling or slotting plastics rods and sheet.
Another favorite device is to mount a high-speed coarse grinding wheel in place of the milling cutter, which will be found to work quite satisfactorily.
The metal shaper is seldom used on plastics, as it is too slow and its power is not required.
Turning on Woodworking Lathe The only difference between turning wood and turning plastics on a woodworking lathe lies in the method of handling the chisels in such a way as to present a "negative" angle to the work, instead of a "positive" angle as in woodworking. A "slicing" action is never employed, in other words, but always a "scraping" action, which nevertheless results in long ribbon-chips instead of a powder. The gouge is the only wood-turning chisel that cannot safely be used except by an expert, as the gouge presents so many different angles to the work in the course of its curve that at some point along the edge there is bound to be a slicing action which inevitably results in digging-in, chipping the work. The skew is only used while lying in a flat position on the T-rest, or standing vertically, using the square side of the tool as a cutting edge. It can never be used at an angle as it is used in taking a finishing-cut on wood.
The diamond-point, the round-nose, the parting-tool and similar types are all satisfactory.
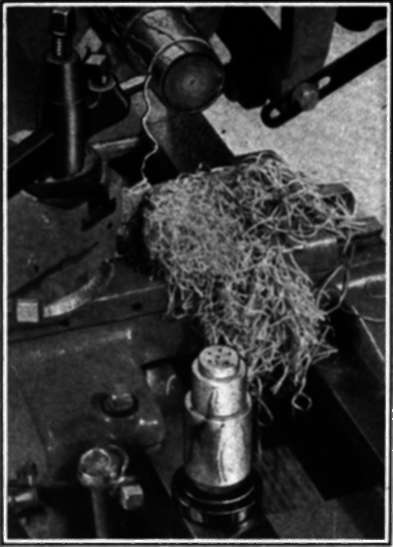
The clearest explanation of the means of holding wood-turning chisels so that the points are at the proper angle for working plastics is to say that the handle must always be held above the point, Plate N, contrary to woodworking, the best angle being about 15 degrees above horizontal. Experiment with various tools and various angles until you produce a long ribbon-like chip such as is shown in Plates V and X. A tool that is producing powder-like chips is either being held at the wrong angle, or has become too dull to do good work, and will shortly begin to burn the material.

PLATE V. (Left) Turning: a salt-cellar on a metal-working lathe. Note especially the ribbon-like type of "chips", indicating proper tool-shape and setting.
PLATE W. (Right) Boring with conventional equipment.
PLATE X. (Below) Face-plate turning on a woodworking lathe note proper type of chips. Sheet stock may either be glued to face-plate, or held with a small screw thru the center, as shown.
A grinding-wheel or power grindstone should always be mounted near the lathe, when working plastics, due to the frequent sharpening required. This wheel may either be mounted on the outboard end of the lathe spindle, or on a separate head, and in either case the space beneath it must be kept clear of chips or plastics dust, or the sparks from the grinding-wheel may cause the chips to smolderthey will never burst into flame.
As stated previously, ordinary tool-steel woodworking chisels will work satisfactorily for any ordinary amount of work on plastics, but for quantity work some other material which dissipates heat more rapidly, or is not affected by heat, will stand up longer and turn out more work. Hard bronze, stellite or high-speed steel points are preferable, and they can be mounted in handles easily for use on the woodworking lathe.
In re-grinding wood-turning chisels, the angle at the edge of the tool can be changed with good effects, as indicated in Figure No. 5, thus leaving more metal below the cutting edge to support it and assist in dissipating heat. Another trick frequently used is to clamp a bar of copper or brass to the chisel, which serves the same purpose.
CATALIN
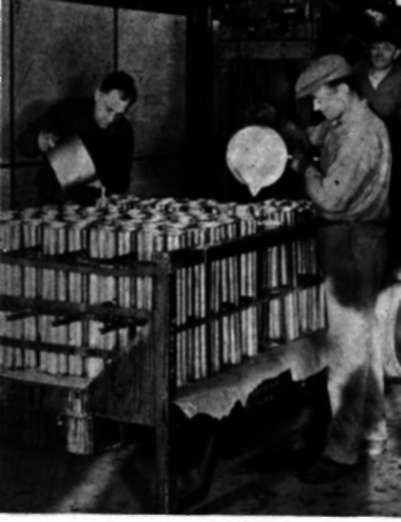
PLATE E. (Upper left) Pouring the liquid synthetic resin into lean molds, which are then baked for five days st around 200° F. in large ovens.

PLATE F. (Upper right). The ovens.

ATLAS

DREMEL

Fig. 5. In sharpening- wood-turning chisels far use on plastics, the shape should be altered as above, adding to the support of the edge and jts cooling-power.
Relatively high speeds are employed when using hand-held tools, and as much pressure can be used on the tool as the power supplied to the lathe can handle.
Various means are employed for mounting the various shapes of plastics in the lathe. Sheet can best be held to the face-plate with glue, which can be soaked off with hot water when the work is completed. Another method of face-plate, mounting, shown in Plate X is to drill a hole in the center of the face-plate, tap it and mount a pointed screw therein. Then when a hole of the proper size is drilled in the sheet of plastics to be held, it can be run on this screw, cutting its own threads as it goes, and jamming against the face-plate. Ordinarily, this mounting will hold for any common turning job, but in case this thread in the plastics strips, a nut can be run on, on top of the plastics sheet, and this will hold indefinitely, although it prevents the small area directly under it from being worked or polished. This method is the fastest where a hole in the center of the sheet is not objectionable, or is going to be enlarged later for some other purpose. In case it is objectionable however, the hole can be filled later with cement, colored by the additional of some ground-up powder of the proper color.
Continue to:
My Books

