Pattern Making For Amateurs. Planes and Other Tools
Description
This section is from the book "Amateur Work Magazine Vol3". Also available from Amazon: Amateur Work.
Pattern Making For Amateurs. Planes and Other Tools
First Exercise
F. W. Putnam
The first requisite in the way of tools and appliances will be a carpenter's bench. Many readers will doubtless have a bench which will be entirely satisfactory for this work, and I will, therefore, only briefly outline directions for making a bench which can be readily taken apart at any time. For this bench the following pieces of stock will be required : - Three pieces of spruce 2" x 5" and 3' long, as supports for the top, and two pine boards 12' long, 12" wide and 1" thick for the sides. These side boards should be nailed firmly to the 2" x 5" cross pieces just mentioned. For the top use maple 1 1/4" thick if procurable, otherwise clear white pine of the same thickness. This top is to be fastened firmly to the cross pieces, preferably with 2" No. 12 wood screws.
The legs are made from 2" x 5" spruce, the length of the legs depending upon the size of the workman. Fasten a piece of spruce 1" x 3" across each pair of legs, making a halved joint about 6" from the bottom, placing the legs at the distance apart necessary for the width of the bench top. Cut a slit or opening in the top end of each leg, in order to straddle the cross piece at the ends, and put a 2 1/2"bolt 3 3/4" long, through each leg and through the side boards, and the bench is complete. This can be taken down very quickly by simply removing the bolts from the legs.
A complete list of the tools necessary for the pattern work will not be given at this time, but a few hints on planes and chisels are desirable.
Later on, other tools and their application to the various patterns will be considered. The first operation to be understood by the pattern maker is the grinding of a chisel and a planer blade. If the reader will refer to the articles on " Wood Turning" and the portion dealing with the sharpening of turning tools, and if he will also read carefully the excellent article on " The Grindstone and its use" in the January, 1904, issue of Amateur Work, this question will be found quite fully presented.
There are three common planes used by the pattern maker. The Jack Plane, Fig. 4, is used for removing the rough outside surface; the plane
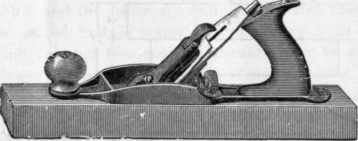
Fig. 4. Jack Plane.
stock is generally made of beech, and the plane iron of cast steel. The blade cuts best when il is ground rounding at the corners, thus producing a slightly curved edge. This is the proper too to use in removing a surplus of stock. The Smoother, Fig. 5, is an iron plane from 12" to 14" long, and is used for smoothing off the stock

Fig. 5. Smoother Plane.
after being "roughed down" with the Jack plane. The blade is ground with a straight edge. The Block Plane, Fig. 6, is a short iron plane from 5" to 7" long, and is used for cutting across the end grain. The cutting iron is placed in the plane with the bevel on the top side.
Good planes can oftentimes be bought second hand, at a much lower price than new ones. A good old plane often works better than a new one, as the latter is quite apt to bother a novice, defying all his efforts to get it to plane a true surface. If second hand tools are to be bought, by all means enlist the aid of some friendly carpenter. The chisels and gouges had better be purchased new. To use a chisel successfully requires a great deal of experience. Two kinds of chisels are used by pattern makers, paring chisels

Fig. 6. Block Plane.
and firmer chisels. The former is used entirely by hand pressure, and the latter is used with a mallet. The paring chisel is much the longer of the two. A chisel should not be used both as a paring and firmer chisel, as the paring chisel must be kept with a very sharp edge. It is advisable to have several chisels running in width from 1/8" to 1 1/2", the latter being the best width for the paring chisel.
The grain of the wood must be thoroughly understood before one can pare smoothly with a chisel. To pare smoothly across the grain, hold the chisel edge at an angle to the fibres of the wood, the motion of the chisel being directly across the grain. In paring end grain the chisel should be given a motion across the end grain as well as a downward motion. Joints that are mortised or dovetailed, require a bevel edge chisel, as shown in Fig. 7. Chisels are sharpened in exactly the same manner as plane irons, but, being generally much narrower; they require special attention in the grinding so not to get a heavy feather or wire edge.
Draft
Patterns should always have a little taper to the parts entering into the sand, in order to assist in their removal from the same, when their use will not be materially interfered with by such tapering. The pattern maker, therefore, works most of the thicknesses and the sides or edges, both internal

Fig. 7. Bevel Edge Chisel.
and external, a little out of parallel or square. When foundry patterns have their sides exactly parallel, the friction of the sand against their sides is great enough when they penetrate deeply, to require considerable force to extract them; the pulling of the pattern is very apt to tear down the sand unless the patterns are much knocked about in the mould to enlarge the space around them. This rough usage frequently injures the pattern, and causes the castings to become irregularly larger than intended, and also defective in shape. All these evils are much lessened when the patterns are tapered and made perfectly smooth. This tapering is called the draft, and for small patterns, a taper of 1/8" per foot is sufficient. The surface from which the draft runs is called the face of the pattern and is usually the upper surface of the mould, when the pattern is drawn.
Continue to:
My Books

