Pattern Making For Amateurs. VI. Core Box for Small Gland. Small Plunger. Crank
Description
This section is from the book "Amateur Work Magazine Vol3". Also available from Amazon: Amateur Work.
Pattern Making For Amateurs. VI. Core Box for Small Gland. Small Plunger. Crank
F. W. PUTNAM
The core box for the gland is shown in Fig. 31, A. Round cores, like the one used for the plain cylinder, described in the July issue, are usually made in two part boxes, held together by dowel pins. For cores 3 in. or over in diameter, single half boxes are generally used. The core sand is packed in the box, wired, and turned out on the core plate. Two halves are made which, after being baked, are pasted together making a round core of just the required diameter. This kind of a box must be made exactly to size, otherwise the two halves will not make a core which will give the required hole in the casting. As the amateur pattern maker should learn to make boxes of this kind, we will make a half core box for the small gland described in the July issue.
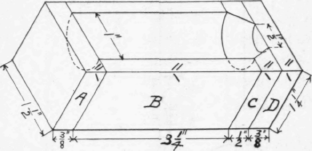
Fig. 31A. Core Box for Gland.
Fig. 31, A, is an isometric drawing and shows clearly the four parts of the core box. The part B is to be made first from a block large enough to finish 3 1/4 in. long, 1 1/2 in. wide and 1 1/4 in. thick. Tbe length of this block is figured directly from the pattern previously made. The bottom core print is 1 in. long, the pattern is 1 3/2 in. thick and the straight part of the upper core print is 1/2 in. long, or a total of 1 1/4 in. A semicircular hole is to be cut out from the top surface of the block, approximating the curve with back saw cuts, and then working to as near the curve as possible with a gauge. This block is to be cut out in exactly the same manner as the core box for the plain cylinder, and no further directions should be necessary except to remind the amateur that the centre line of the top surface should first be drawn before the half circles on the ends of the the block are marked out. The ends of the blocks, B, should be carefully squared from the top or face side, as should also the ends of the block, (7, in order that perfect joints may be secured.
The block C is next to be made. This block should be just as thick as the length of the tapered part of the upper core prints on the pattern, in this case 1 1/2 in. The circles are marked on each end, the centres coming at the end of the centre lines on the top or face side. The curve may partly be cut out with the back saw, holding it at an angle, so as not to cut below the outline of the smaller circle. Next, work carefully down to the lines with a gouge, making sure that the bevel has been cut exactly straight. If this block is at all cross-grained, use a small, rat-tail file to finish the curves instead of the gouge. Having finally removed all ridges and made the surfaces smooth with sandpaper, glue and nail together the two blocks B and C, using 1 1/2 in. No. 16 wire brads. The two end pieces, A and D), are next planed up to § in. thickness and glued and nailed on to the ends of the core box. The pattern and core box should now be placed together and calipers applied from the outsides of the core prints in order to see if the length of the core box is correct. It is advisable to go over the entire pattern, testing every part for which measurements are given, and thus avoid any possibility of errors. I might say here that usually the outside of the core boxes, other than the two ends, may have as little work put upon them as possible, in many cases being left rough from the saw, the corners being worked off with a jack plane.
The following rule is usually followed in the making of small core boxes. The length of the core print is to be the same as the diameter. The upper core print is tapered half its length down to half the larger diameter. If the reader will notice the dimensions given for the core prints on the gland pattern, the above should be easily understood.
Continue to:
My Books

