Pattern Making For Amateurs. VIII. Base Piece of Small Jack Screw. Handy Appliances
Description
This section is from the book "Amateur Work Magazine Vol3". Also available from Amazon: Amateur Work.
Pattern Making For Amateurs. VIII. Base Piece of Small Jack Screw. Handy Appliances
F. W. PUTNAM
The next pattern to be described is for the base piece of a small jack screw, the design of which was made by J. M. Tate of the University of Minnesota.
Fig. 47 shows a sectional view of the casting, and Fig. 48 the required pattern. It will be noticed that the top core print, B, is tapered, indicating that the pattern is solid and not a split pattern. Fig. 48 indicates this, the centre line being added simply ta show the parting line if a split pattern is used.
If a solid pattern is made, only the core print, B, will be molded in the cope, all the rest of the pattern being in the nowel, the core setting vertically in the mold. A piece of stock 5 1/2 in. square and 5 1/2 in. long is necessary for constructing this pattern if the grain of the wood is to run parallel to the long axis. As a piece of stock of this size will be hard to obtain, the pattern may be made in the fololwing manner. Prepare two pieces 5 1/4 in. square and 2 1/8 in. thick, planed on both sides until true parallel surfaces are obtained. Glue these two pieces together and clamp carefully in a vise until the glue has become thoroughly hard. Mark a circle 5 1/8 in. diameter on one of the faces of this block and cut to as near this circle as possible with saw and chisel.
Place the block on the screw centre and turn to the required shape and size, using templets to aid in obtaining the desired curves. The core prints are shown in Fig. 49 and are to be turned and fastened to the pattern as in previous exercises.
The core box for the pattern is shown in Fig.

Fig. 47. Casting For Base of Small Jack.

Fig. 48. Pattern for Base of Small Jack.
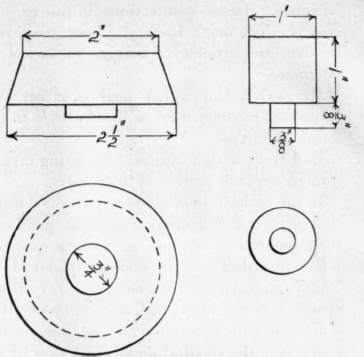
Fig. 49. Core Prints for Small Jack.
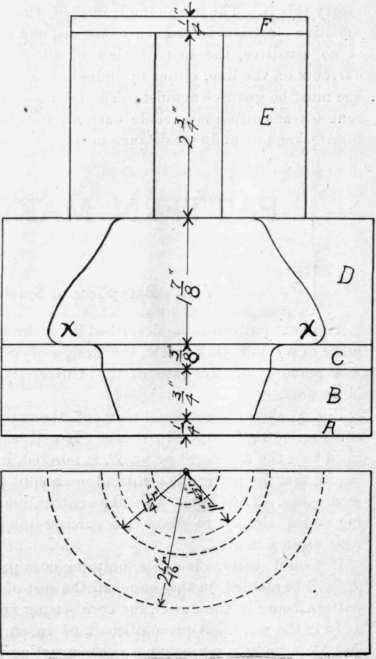
Fig. 5U. Core Box for Small Jack.
50, a half core being used. It will be advisable to make this core box of six-pieces of stock, as indicated in the figure. A and F are simply end pieces of stock. E is to be laid out with compasses, square and gauge and pared out with the gouge. D should be attached to the face plate and turned out with a round-nose chisel, using a templet to test the curves. Use a block 5 1/2 in. square and 2 in. thick for this work, and make sure that the screws which fasten it to the face plate do not interfere with the turning.
Fig. 52. Pattern Maker's Can.

Fig 51. Pinch Dog,
When the block is finished, remove it from the face plate and cut it in halves, with the grain, using the smoother half for the core box.
There is one objection to the making of this pattern solid and using a vertical core, and that is the danger of the core breaking or crumbling away at X, Fig. 50 and dropping down into the bottom of the mold. If it is found on trial tha this does happen, a split pattern should be made, in which case the core print, B, Fig. 48 will be straight instead of tapering.
In this and in many of the following articles on pattern making will be shown cuts of various tools, appliances, etc., used by pattern makers and in the foundry. These cuts have been very kindly loaned me by the S. Obermayer Company of Cincinnati, Ohio.
Fig. 51 shows a Pinch Dog, referred to in my September article as being used for fastening two pieces of wood together for turning in a lathe.
Fig. 52 shows the Economic Seamless Steel Can for shellac, paint, varnish, etc. The hermet-ical seal preserves brushes and contents. This can is made from smooth surface, cold rolled "Sweedish" steel, drawn seamless, in two parts. It commends itself at once to pattern and cabinet makers and all who use fine paints, varnish and shellac.
Fig. 58 shows labor saving leather pattern fillets. This style of fillet is a great time and labor saver as the applying of it is accomplished with a single operation. It is not affected by heat, cold or moisture, any more than is the pattern.
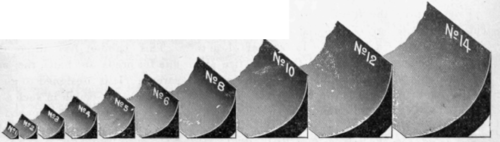
Fig. 53. Leather Pattern Fillees.

Fig 54. Set of Core Boxes.
Fig. 54 shows a set of standard core boxes con-sisting of fourteen sizes and three lengths to eacL size. They are made of hard poplar and are in very common use.
Continue to:
My Books

