Setting And Holding Tools. Continued
Description
This section is from the book "Practical Mechanics For Boys", by James Slough Zerbe. Also available from Amazon: Practical Mechanics for Boys.
Setting And Holding Tools. Continued
The Proper Angle For Lathe Tools
Now there is a reason why the angle of from 10 to 15 should be maintained in the clearance. The point of the tool must have suitable support for the work it is required to do, so it will not chatter or yield in the slightest degree. A bit ground along the dotted line has a cutting edge which will spring down, and consequently break or produce a rough surface.
 Figs. 32, 33, 34.
Figs. 32, 33, 34.Proper Angles for Tools
Then, again, the angle of the clearance acts as a guide, or rather, a guard, to prevent the tool from going in too far, as will now be explained.
Setting The Bit
In order to understand the correct setting, examine the work A, in Fig. 35.
A is a cylinder being turned up in the lathe, and B the cutting tool, which approaches it on a horizontal line, C, extending out from the center of the cylinder A. This setting is theoretically correct, and in practice has been found most advantageous.
In this case let us assume that the clearance angle D is 15 degrees, as well as in the following figures.
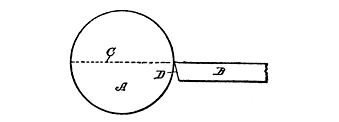 Fig. 35. Set of the Bit
Fig. 35. Set of the Bit
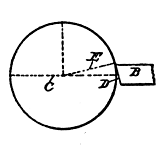
Suppose we have a piece of tough steel, and the tool holder is raised so that the point of the tool is at the 15 degree line E, as shown in Fig. 36, in which case the clearance line D is at right angles to the line E. The line E is 15 degrees above the center line C.
The Setting Angle
Now, it is obvious that if the tool should be raised higher than the line E it would run out of work, because the clearance surface of the tool would ride up over the surface cut by the edge of the tool.
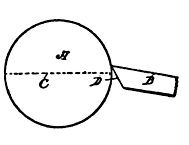
If, on the other hand, the tool should be placed lower, toward the line C, the tendency would be to draw in the tool toward the center of the work A
In Fig. 37 the tool has its point elevated, in which case it must be lowered so the point will touch the work nearer the center line C.
The foregoing arrangement of the tools will be found to be effective where the material is soft and not too tough as with aluminum.
Bad Practice
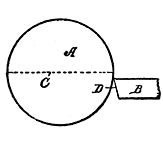
Figs. 38 and 39 show illustrations of bad practice which should never be resorted to. Fig. 38 shows the tool, held in a horizontal position, but with its point below the center line C. With any rough metal the tool could not possibly work, except to act as a scraper, and if it should be used in that position on cast iron, the tool itself would soon be useless.
 |  |
| Fig. 36. Correct Angle | Fig. 37. Wrong Angle |
Fig. 39 is still worse, and is of no value for any purpose except in polishing brass, where it would be serviceable. It would make a sorry looking job with aluminum. Brass requires a tool with very little top rake, and the point should be set near the center line C.
Lathe Speed
It is often a question at what speeds to run the lathe for different work. If you know the speeds of your lathe at low and high gear, you must also consider the diameter of the work at the cutting point.
The rule is to have the bit cut from 15 to 20 feet per minute for wrought iron; from 11 to 18 feet for steel; from 25 to 50 for brass; and from 40 to 50 for aluminum.
 |  |
| Fig. 38. Too Low | Fig. 39. Improper Set |
As a result, therefore, if, at low speed, a piece 10 inches in diameter, runs at the proper speed to cut at that distance from the center, it is obvious that a piece 5 inches in diameter should ran twice as fast. This is a matter which time and practice will enable you to judge with a fair degree of accuracy
Observe this as a maxim: "Slow speed, and quick feed."
Boring Tools On Lathe
The lathe is a most useful tool for boring purposes, better for some work than the drilling machine itself. The work which can be done better on a lathe than on a drilling machine, may be classified as follows:
1. When straight and true holes are required.
2. In long work, where the lathe is used to turn up the article, and where the drilling can be done at the same time.
3. Anything that can be chucked in a lathe.
4. Where the work is long and cannot be fixed in a drilling machine. The long bed of the lathe gives room for holding such work.
 |  |
| Fig. 40. Internal Set | Fig. 41. Set for Brass |
The Rake Of The Drill
A boring tool requires some knowledge in setting. It should have a greater top rake than for the outside work, and the cutting edge should also be keener, as a rule
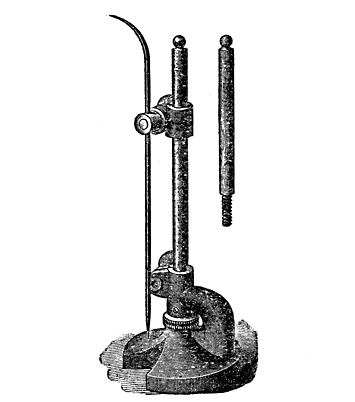 Fig. 42.—Surface Gage.
Fig. 42.—Surface Gage.
In this class of work the material bored must be understood, as well as in doing outside work.
The hooked tool, Fig. 40, is shown to be considerably above the center line, and at that point it will do the most effective cutting on steel. If, on the other hand, brass is operated on there should be no top rake, as illustrated in Fig. 41, thus assuring a smooth job.
Laps
This is a tool which is very useful, particularly for grinding and truing up the cylinders of internal combustion engines, as well as for all kinds of bores of refractory material which cannot be handled with the cutting tool of the lathe.
It is made up of a mandrel or rod of copper, with lead cast about it, and then turned up true, so that it is but the merest trifle larger than the hole it is to true up.
Using The Lap
The roller thus made is turned rapidly in a lathe, and the cylinder to be trued is brought up to it and the roller supplied freely with emery powder and oil. As rapidly as possible the cylinder is worked over on the roller, without forcing it, and also turned, so as to prevent even the weight from grinding it unduly on one side.
More or less of the emery will embed itself in the lead, and thus act as an abrasive. The process is called "lapping."
Surface Gages
Frequently, in laying out, it is necessary to scribe lines at a given distance from some part of the work; or, the conditions are such that a rule, a caliper, or dividers will not permit accurate measurement to be made.
For such purposes, what is called a surface gage was devised. This is merely a heavy base, provided with a pivoted upright on which is mounted a scribe that is held by a clamp so it may be turned to any angle.
 Fig. 43.—Showing uses of the Surface Gage.
Fig. 43.—Showing uses of the Surface Gage.
Surface Gage
The clamp holding the scriber is vertically movable on the pivoted upright. By resting the base of the surface gage on the line to be measured from, and swinging one point of the scriber to the place where the work is to be done, accuracy is assured. One end of the scriber is bent, so it can be adapted to enter recesses, or such places as could not be reached by the straight end
Continue to:
My Books

