Practical Notes On Plumbing
Description
This section is from "Scientific American Supplement Volumes 275, 286, 288, 299, 303, 312, 315, 324, 344 and 358". Also available from Amazon: Scientific American Reference Book.
Practical Notes On Plumbing
By P.J. DAVIES, H.M.A.S.P., etc.
Tinning Iron Pipes, Copper Or Brass-Work, Bits, Etc
Previously, I described the method of tinning the bit, etc., with resin; but before this work on joints can be considered complete, I find it necessary to speak of tinning the ends of iron pipes, etc., which have within the last fifty years been much used in conjunction with leaden pipes. This is done as follows: Take some spirits of salts (otherwise known as hydrochloric acid, muriatic acid, hydrogen chloride, HCl), in a gallipot, and put as much sheet-zinc in it as the spirit will dissolve; you have then obtained chloride of zinc (ZnCl). A little care is required when making this, as the acid is decomposed and is spread about by the discharged hydrogen, and will rust anything made of iron or steel, such as tools, etc. It also readily absorbs ammoniacal gas, so that, in fact, sal ammoniac may also be dissolved in it, or sal ammoniac dissolved in water will answer the purpose of the chloride of zinc.
Having the killed spirits, as it is sometimes called, ready, file the end of your iron or bit and plunge this part into the spirits, then touch your dipped end with some fine solder, and dip it again and again into the spirits until you have a good tinned face upon your iron, etc.; next you require a spirit-brush.
Spirit-Brush
You can make this by cutting a few bristles out of a broom or brush, push them into a short piece of compo tube, say ¼ in., and hammer up the end to hold the bristles; next cut the ends of the bristles to about 3/8 in. long, and the brush is ready for use.
Soldering Iron To Lead
Suppose you want to make a joint round a lead and iron pipe. First file the end of your iron pipe as far up as you would shave it if it were lead, and be sure to file it quite bright and free from grease; heat your soldering-iron; then, with your spirit-brush, paint the prepared end of your iron, and with your bit, rub over the pipe plenty of solder, until the pipe is properly tinned, not forgetting to use plenty of spirits; this done, you can put your joint together, and wipe in the usual manner. Caution. - Do not put too much heat on your iron pipe, either when tinning or making the joint, or the solder will not take or stand.
Dummies For Pipe-Bending
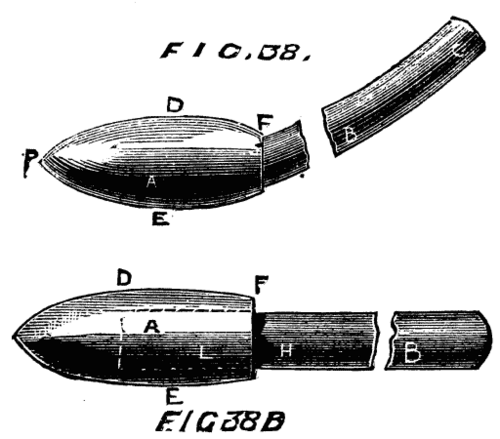
FIGS. 38. and 38b.
Figs. 38 and 38b. This tool I had better describe before proceeding to the method of bending. To make it take a piece of, say, ½ in. iron pipe, 3 ft. long, or the length required, bent a little at one end, as shown at A B in Fig. 38 and Fig. 38b. Tin the end about 2 in. up, make a hole with a small plumbing-iron in some sand, and place the tinned end of the iron pipe, B, into this hole; fill the hole up with good hot lead, and the dummy, after it has been rasped up a little, is ready for use. It will be found handy to have three or four different lengths, and bent to different angles, to suit your work. A straight one (Fig. 38b.) made to screw into an iron socket or length of gas-pipe, will be found very handy for getting dents out of long lengths of soil-pipe.
Continue to:
My Books

