Rotary Cutters
Description
This section is from "Scientific American Supplement Volumes 275, 286, 288, 299, 303, 312, 315, 324, 344 and 358". Also available from Amazon: Scientific American Reference Book.
Rotary Cutters
The saving of files, time, materials, and patience, by the employment of such rotary cutters as may be profitably used in connection with a foot lathe, can hardly be appreciated by one who has never attempted to use this class of tools. It is astonishing how much very hard labor may be saved by means of a small circular saw like that shown in Fig. 1. This tool, like many others described in this series of articles, can, in most instances, be purchased cheaper than it can be made, and the chances are in favor of its being a more perfect article. However, it is not so difficult to make as one might suppose. A piece of sheet steel may be chucked upon the face plate, or on a wooden block attached to the face plate, where it may be bored to fit the saw mandrel, and cut in circular form by means of a suitable hand tool. It may then be placed upon the mandrel and turned true, and it is well enough to make it a little thinner in the middle than at the periphery.
Rotary Cutting Tools.
There are several methods of forming the teeth on a circular saw. It may be spaced and filed, or it may be knurled, as shown in Fig. 2, and then filed, leaving every third or fourth tooth formed by the knurl, or it may, for some purposes, be knurled and not filed at all. Another way of forming the teeth is to employ a hub, something like that used in making chasers, as shown in Fig. 3, the difference between this hub and the other one referred to, is that the thread has one straight side corresponding with the radial side of the tooth. The blank from which the saw is made is placed on a stud projecting from a handle made specially for the purpose, and having a rounded end which supports the edge of the blank, as the teeth are formed by the cutters on the hub.
The saw, after the teeth are formed, may be hardened and tempered by heating it slowly until it attains a cherry red, and plunging it straight down edgewise into cool, clean water. On removing it from the water it should be dried, and cleaned with a piece of emery paper, and its temper drawn to a purple, over a Bunsen gas flame, over the flame of an alcohol lamp, or over a hot plate of iron. The small saw shown in Fig. 4 is easily made from a rod of fine steel. It is very useful for slotting sheet brass and tubes, slotting small shafts, nicking screws, etc. Being quite small it has the advantage of having few teeth to keep in order, and it may be made harder than those of larger diameter. A series of them, varying in diameter from one eighth to three eighths of an inch, and varying considerably in thickness, will be found very convenient.
These cutters or saws, with the exception of the smaller one, may be used to the best advantage in connection with a saw table, like that shown in Fig. 8. This is a plane iron table having a longitudinal groove in its face to receive the guiding rib of the carriage, shown in Fig. 9, and a transverse groove running half way across, to receive a slitting gauge, as shown in Fig. 8. The table is supported by a standard or shank, which fits into the tool-rest socket. The saw mandrel is supported between the centers of the lathe, and the saw projects more or less through a slot formed in the table. The gauge serves to guide the work to be slotted, and other kinds of work may be placed on or against the carriage, shown in Fig. 9.
It is a very simple matter to arrange guiding pieces for cutting at any angle, and the saw table may be used for either metal or wood. The saws for wood differ from those used for metal; the latter are filed straight, the former diagonally or fleaming. Among the many uses to which metal saws may be applied we mention the slitting of sheet metals, splitting wires and rods, slotting and grooving, nicking screws, etc. Fig. 10 shows a holder for receiving screws to be nicked. It is used in connection with the saw table, and is moved over the saw against the gauge.
To facilitate the removal of the screws the holder may be split longitudinally and hinged together. Another method of nicking screws is illustrated by Fig. 11. A simple lever, fulcrumed on a bar held by the tool post, is drilled and tapped in the end to receive the screw. After adjusting the tool all that is required is to insert the screw and press down the handle so as to bring the screw head into contact with the saw.
Where a lathe is provided with an engine rest, the cutter shown in Fig. 6, mounted on the mandrel shown in Fig. 5, is very useful; it is used by clamping the work to the slide rest and moving it under the cutter by working the slide rest screw.
To make a cutter of this kind is more difficult than to make a saw, and to do it readily a milling machine would be required. It may be done, however, on a plain foot lathe, by employing a V-shaped cutter and using a holder (Fig. 7) having an angular groove for receiving the cylinder on which the cutting edges are formed. The blank can be spaced with sufficient accuracy, by means of a fine pair of dividers, and after the first groove is cut there will be no difficulty in getting the rest sufficiently accurate, as a nib inserted in the side of the guide enters the first groove and all of the others in succession and regulates the spacing.
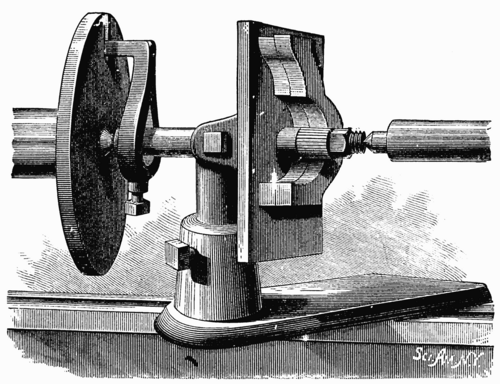
One of the best applications of this tool is shown in the small engraving. In this case a table similar to the saw table before described is supported in a vertical position, and arranged at right angles with the cutter mandrel. The mandrel is of the same diameter as the cutter, and serves as a guide to the pattern which carries the work to be operated upon. The principal use of this contrivance is to shape the edges of curved or irregular metal work. The casting to be finished is fastened - by cement if small, and by clamps if large - to a pattern having exactly the shape required in the finished work.

METAL SHAPING.
By moving the pattern in contact with the table and the mandrel, while the latter revolves, the edges of the work will be shaped and finished at the same time. By substituting a conical cutter for a cylindrical one, the work may be beveled; by using both, the edge may be made smooth and square, while the corner is beveled.
The tool shown in Fig. 12 might properly be called a barrel saw. It is made by drilling in the end of a steel rod and forming the teeth with a file. To avoid cracking in tempering a small hole should be drilled through the side near the bottom of the larger hole. To insure the free working of the tool it should be turned so that its cutting edge will be rather thicker than the position behind it. This tool should be made in various sizes.
Tools for gear cutting and also cutters for wood have not been mentioned in this paper; as they are proper subjects for separate treatment.
Continue to:
My Books

