The Amalgamation Of Silver Ores. Continued
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
The Amalgamation Of Silver Ores. Continued
This, however, is only a partial preventive; and the men find the best method of overcoming the evil effect is to return to their homes at intervals of a few weeks, their places being taken by others for the same periods. In dry stamping there is also a considerable loss of silver in the fine particles of rich ore which are carried away as dust and irrevocably lost. To prevent this loss, the writer proposed while at Huanchaca that a chamber should be constructed, into which all the fine dust might be exhausted or blown by a powerful fan or ventilator.
Roasting
From the stamps the stamped ore is taken in small ore cars to the roasting furnaces, which are double bedded in design, one hearth being built immediately above the other. This type of furnace has proved, after various trials, to be that best suited for the treatment of the Bolivian silver ores, and is stated to have been found the most economical as regards consumption of fuel, and to give the least trouble in labor.
At the Huanchaca mines these furnaces cost about 100l. each, and are capable of roasting from 2 to 2½ tons of ore in twenty-four hours, the quantity and cost of the fuel consumed being as follows:
Bolivian dollars at 3s. 1d. Tola (a kind of shrub), 3 cwt., at 60 cents. 1.80 Yareta (a resinous moss), 4 cwt., at 80 cents. 3.20 Torba (turf), 10 cwt., at 40 cents. 4.00 - -- Bolivian dollars. 9.00, say 28s.
One man can attend to two furnaces, and earns 3s. per shift of twelve hours.
Probably no revolving mechanical furnace is suited to the roasting of these ores, as the operation requires to be carefully and intelligently watched, for it is essential to the success of the Francke process that the ores should not be completely or "dead" roasted, inasmuch as certain salts, prejudicial to the ultimate proper working of the process, are liable to be formed if the roasting be too protracted. These salts are mainly due to the presence of antimony, zinc, lead, and arsenic, all of which are unfavorable to amalgamation.
The ores are roasted with 8 per cent. of salt, or 400 lb. of salt for the charge of 2½ tons of ore; the salt costs 70 cents, or 2s. 2d. per 100 lb. So roasted the ores are only partially chlorinized, and their complete chlorination is effected subsequently, during the process of amalgamation; the chlorides are thus formed progressively as required, and, in fact, it would almost appear that the success of the process virtually consists in obviating the formation of injurious salts. All the sulphide ores in Bolivia contain sufficient copper to form the quantity of cuprous chloride requisite for the first stages of roasting, in order to render the silver contained in the ore thoroughly amenable to subsequent amalgamation.
Amalgamating
From the furnaces the roasted ore is taken in ore cars to large hoppers or bins situated immediately behind the grinding and amalgamating vats, locally known as "tinas," into which the ore is run from the bin through a chute fitted with a regulating slide. The tinas or amalgamating vats constitute the prominent feature of the Francke process; they are large wooden vats, shown in Figs. 1 and 2, page 173, from 6 ft. to 10 ft. in diameter and 5 ft. deep, capacious enough to treat about 2½ tons of ore at a time. Each vat is very strongly constructed, being bound with thick iron hoops. At the bottom it is fitted with copper plates about 3 in. thick, A in Fig. 1; and at intervals round the sides of the vat are fixed copper plates, as shown in Figs. 3 and 4, with ribs on their inner faces, slightly inclined to the horizontal, for promoting a more thorough mixing. It is considered essential to the success of the process that the bottom plates should present a clear rubbing surface of at least 10 square feet.
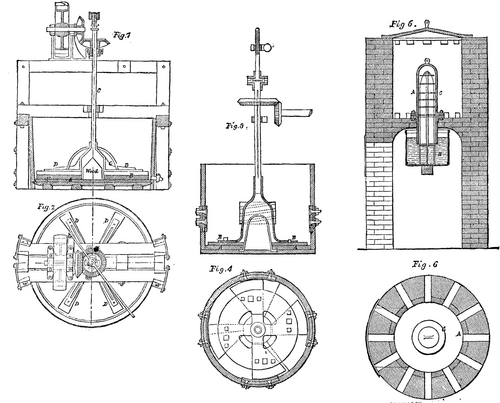
THE FRANCKE "TINA" PROCESS FOR THE AMALGAMATION OF SILVER ORES.
Within the vat, and working on the top of the copper plates, there is a heavy copper stirrer or muller, B, Figs. 1 and 2, caused to revolve by the shafting, C, at the rate of 45 revolutions per minute. At Huanchaca this stirrer has been made with four projecting radial arms, D D, Figs. 1 and 2; but at Guadalupe it is composed of one single bell-shaped piece, Figs. 3 and 4, without any arms, but with slabs like arms fixed on its underside; and this latter is claimed to be the most effective. The stirrer can be lifted or depressed in the vat at will by means of a worm and screw at the top of the driving shaft, Fig. 3.
The bevel gearing is revolved by shafting connected with pulley wheels and belting, the wheels being 3 ft. and 1½ ft. in diameter, and 6 in. broad. The driving engine is placed at one end of the building. Each vat requires from 2½ to 3 horse-power, or in other words, an expenditure of 1 horse-power per ton of ore treated.
At the bottom of the vat, and in front of it, a large wooden stop-cock is fitted, through which the liquid amalgam is drawn off at the end of the process into another shallow-bottomed and smaller vat, Figs. 1 and 2. Directly above this last vat there is a water hose, supplied with a flexible spout, through which a strong stream of water is directed upon the amalgam as it issues from the grinding vat, in order to wash off all impurities.
The following is the mode of working usually employed. The grinding vat or tina is first charged to about one-fifth of its depth with water and from 6 cwt. to 7 cwt. of common salt. The amount of salt required in the process depends naturally on the character of the ore to be treated, as ascertained by actual experiment, and averages from 150 lb. to 300 lb. per ton of ore. Into this brine a jet of steam is then directed, and the stirrer is set to work for about half an hour, until the liquid is in a thoroughly boiling condition, in which state it must be kept until the end of the process.
As soon as the liquid reaches boiling point, the stamped and roasted ore is run into the vat, and at the end of another half-hour about 1 cwt. of mercury is added, further quantities being added as required at different stages of the process. The stirring is kept up continuously for eight to twelve hours, according to the character and richness of the ores. At the end of this time the amalgam is run out through the stop-cock at bottom of the vat, is washed, and is put into hydraulic presses, by means of which the mercury is squeezed out, leaving behind a thick, pulpy mass, composed mainly of silver, and locally termed a "piña," from its resembling in shape the cone of a pine tree. These piñas are then carefully weighed and put into a subliming furnace, Figs. 5 and 6, in order to drive off the rest of the mercury, the silver being subsequently run into bars. About four ounces of mercury are lost for every pound of silver made.
The actual quantities of mercury to be added in the grinding vat, and the times of its addition, are based entirely on practical experience of the process. With ore assaying 150 oz. to 175 oz. of silver to the ton, 75 lb. of mercury are put in at the commencement, another 75 lb. at intervals during the middle of the process, and finally another lot of 75 lb. shortly before the termination. When treating "pacos," or earthy chlorides of silver, assaying only 20 oz. to 30 oz. of silver to the ton, 36 lb. of mercury is added to 2½ tons of ore at three different stages of the process as just described.
The rationale of the process therefore appears to be that the chlorination of the ores is only partially effected during the roasting, so as to prevent the formation of injurious salts, and is completed in the vats, in which the chloride of copper is formed progressively as required, by the gradual grinding away of the copper by friction between the bottom copper plates and the stirrer; and this chloride subsequently becoming incorporated with the boiling brine is considered to quicken the action of the mercury upon the silver.
Subliming
The subliming furnace, shown in Figs. 5 and 6, is a plain cylindrical chamber, A, about 4 ft. diameter inside and 4½ ft. high, lined with firebrick, in the center of which is fixed the upright cast-iron cylinder or retort, C, of 1 ft. diameter, closed at top and open at bottom. The furnace top is closed by a cast-iron lid, which is lifted off for charging the fuel. Round the top of the furnace is a tier of radial outlet holes for the fuel smoke to escape through; and round the bottom is a corresponding tier of inlet air-holes, through which the fuel is continually rabbled with poles by hand. The fuel used is llama dung, costing 80 cents, or 2s. 6d., per 250 lb.; it makes a very excellent fuel for smelting purposes, smouldering and maintaining steadily the low heat required for subliming the mercury from the amalgam. Beneath the furnace is a vault containing a wrought-iron water-tank, B, into which the open mouth of the retort, C, projects downward and is submerged below the water. For charging the retort, the water-tank is placed on a trolly; and standing upright on a stool inside the tank is placed the piña, or conical mass of silver amalgam, which is held together by being built up on a core-bar fitted with a series of horizontal disks.
The trolly is then run into the vault, and the water-tank containing the piña is lifted by screw-jacks, so as to raise the piña into the retort, in which position the tank is then supported by a cross-beam. The sublimed mercury is condensed and collected in the water; and on the completion of the process the tank is lowered, and the spongy or porous cone of silver is withdrawn from the retort. The subliming furnaces are ranged in a row, and communicate by lines of rails with the weigh-house.
[1]Paper read before the Institution of Mechanical Engineers at the Cardiff meeting. - Engineering.[2]Transactions of the American Institute of Mining Engineers, vol. ii., p. 159.
Continue to:
My Books

