Feeding Boilers At The Bottom
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
Feeding Boilers At The Bottom
One of the most important things to be considered in boiler construction is the position and arrangement of the feed apparatus, but it is, unfortunately, one of the elements that is most often overlooked, or, if considered at all, only in a very superficial manner. Many seem to think that it is only necessary to have a hole somewhere in the boiler - no matter what part - through which water may be pumped, and we have all that is desired. This is a very grave error. Many boilers have been ruined, and (we make the assertion with the confidence born of long experience) a large number of destructive explosions have been directly caused by introducing the feed water into boilers at the wrong point.
On the location and construction of the feed depends to some extent the economical working of a boiler, and, to a great extent, especially with certain types of boilers, its safety, durability, and freedom from a variety of defects, such as leaky seams, fractured plates, and others of a similar kind. And it is unfortunately true that the type of boiler which from its nature is most severely affected by mal-construction, such as we are now speaking of, is the very one which is the oftenest subject to it. We are speaking now more particularly of the plain cylinder boiler, of which there are many in use throughout the country.
Plain cylinder boilers are, as a rule, provided with mud drums located near the back end. As a rule, also, these boilers are set in pairs over a single furnace, and the mud drum extends across beneath, and is connected to both, and one end projects through the setting wall at the side. Our illustrations show a typical arrangement of this kind. Fig. 1 shows a transverse section of the boilers and setting, while Fig. 2 shows a longitudinal section of the same. It is a favorite method to connect the feed pipe, F, to the end of the mud drum which projects through the wall, and here the feed water is introduced, whether hot or cold; and there is really not so much difference after all between the two, for no matter how effective a heater may be, the temperature to which it can raise water passing through is quite low compared with the temperature of the water in the boiler due to a steam pressure of say eighty pounds per square inch. The difference in the effect produced by feeding hot or cold water at the wrong place is one of degree, not of kind.
When a boiler is under steam of say eighty pounds per square inch, the body of water in it will have a temperature of about 324 degrees Fahr., and the shell plates will necessarily be somewhat hotter, especially on the bottom (just how much hotter will depend entirely upon the quantity of scale or sediment present). Now introduce a large volume of cold water through an opening in the bottom, and what becomes of it? Does it rise at once, and become mixed with the large body of water in the boiler? By no means. It cannot rise until it has become heated, for there is a great difference between the specific gravity of water at 60°, or even 212° Fahr., and water at 324°. Consequently, it "hugs" the bottom of the boiler, and flows toward the front end, or hottest portion of the shell. Now let us examine the effect which it produces.
We know that wrought iron expands or contracts about 1 part in 150,000 for each degree that its temperature is raised or lowered. This is equivalent to a stress of one ton per square inch of section for every 15 degrees. That is, suppose we fix a piece of iron, a strip of boilerplate, for instance, ¼ of an inch thick and 4 inches wide, at a temperature of 92 degrees Fahr., between a pair of immovable clamps. Then, if we reduce the temperature of the bar under experiment to that of melting ice, we put a stress of four tons upon it, or one ton for each inch of its width.
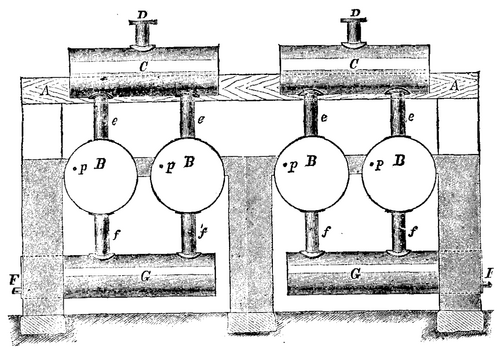
FIG. 1
Now this is precisely what happens when cold water is fed into the bottom of a boiler. We have the plates of the shell at a temperature of not less, probably, than 350° Fahr. A large quantity of cold water, often at a temperature as low as 50° Fahr., is introduced through an opening in the bottom, and flows along over these heated plates. If it could produce its full effect at once, the contraction caused thereby would bring a stress of 300 ÷ 15 = 20 tons per square inch upon the bottom plates of the shell. But fortunately it cannot exert its full effect at once, but it can act to such an extent that we have known it to rupture the plates of a new boiler through the seams on the bottom no less than three times in less than six weeks after the boilers were started up.
The effect in such cases will always be the most marked, especially if the plant is furnished with a heater, when the engine is not running, for then, as no steam is being drawn from the boilers, there is comparatively little circulation going on in the water in the boiler, and the water pumped in, colder than usual from the fact that the heater is not in operation, spreads out in a thin layer on the lowest point of the shell, and stays there, and keeps the temperature of the shell down, owing to the fires being banked or the draught shut, while the larger body of water above, at a temperature of from 300 to 325 degrees, keeps the upper portion of the shell at its higher temperature. It will readily be seen that the strain brought upon the seams along the bottom is something enormous, and we can understand why it is that many boilers of this class rupture their girth seams while being filled up for the night after the engine has been shut down. To most persons who have but a slight knowledge of the matter, we fancy it would be a surprise to see the persistence with which cold water will "hug" the bottom of a boiler under such circumstances.
We have seen boilers when the fire has been drawn, and cold water pumped in to cool them off, so cold on the bottom that they felt cold to the touch, and must consequently have had a temperature considerably below 100° Fahr., while the water on top, above the tubes, was sufficiently hot to scald; and they will remain in such a condition for hours.
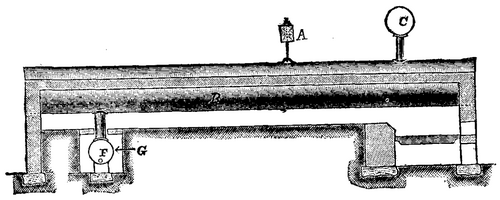
FIG. 2.
The only thing to be done, where feed connections are made in the manner described, is to change them, and by changing them at once much trouble, or even a disastrous explosion, may be avoided. Put the feedpipe in through the front head, at the point marked p in Fig. 1, drill and tap a hole the proper size for the feed pipe, cut a long thread on the end of the pipe, and screw the pipe through the head, letting it project through on the inside far enough to put on a coupling, then screw into the coupling a piece of pipe not less than eight or ten feet long, letting it run horizontally toward the back end of the boiler, the whole arrangement being only from 3 to 4 inches below the water line of the boiler, and hot or cold water may be fed indifferently, without fear of danger from ruptured plates or leaky seams. In short, put in a "top feed," and avoid further trouble. - The Locomotive.
Continue to:
My Books

