On The Moulding Of Porcelain
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
On The Moulding Of Porcelain
By Chas. Lauth.
The operation of moulding presents numerous advantages over other methods of shaping porcelain, for by this process we avoid irregularities of form, twisting, and visible seams, and can manufacture thin pieces, as well as pieces of large dimensions, of a purity of form that it is impossible to obtain otherwise.
The method of moulding small objects has been described with sufficient detail in technical works, but such is not the case with regard to large ones, and for this reason it will be of interest to quote some practical observations from a note that has been sent me by Mr. Constantine Renard, who, for several years, has had the superintendence of the moulding rooms of the Sevres works.
The process of moulding consists in pouring porcelain paste, thinned with water, into very dry plaster moulds. This mixture gradually hardens against the porous sides with which it is in contact, and, when the thickness of the hardened layer is judged sufficient, the mould is emptied by inverting it. The excess of the liquid paste is thus eliminated, while the thicker parts remain adherent to the plaster. Shortly afterward, the absorption of the water continuing, the paste so shrinks in drying as to allow the object to detach itself from the mould. As may be seen, nothing is simpler when it concerns pieces of small dimensions; but the same is not the case when we have to mould a large one. In this case we cannot get rid of the liquid paste by turning the mould upside down, because of the latter's size, and, on another hand, it is necessary to take special precautions against the subsidence of the paste. Recourse is therefore had to another method. In the first place, an aperture is formed in the lower part of the mould through which the liquid may flow at the desired moment.
Afterward, in order to prevent the solidified but still slightly soft paste from settling under its own weight at this moment, it is supported by directing a current of compressed air into the mould, or, through atmospheric pressure, by forming a vacuum in the metallic jacket in which the mould is inclosed.
The history and description of these processes have been several times given, and I shall therefore not dwell upon them, but shall at once proceed to make known the new points that Mr. Renard has communicated to me.
The first point to which it is well to direct the manufacturer's attention is the preparation of the plaster moulds. When it concerns an object of large dimensions, of a vase a yard in height, for example, the moulder is obliged to cut the form or core horizontally into three parts, each of which is moulded separately. To this effect, it is placed upon a core frame and surrounded with a cylinder of sheet zinc. The workman pours the plaster into the space between the latter and the core, and, while doing so, must stir the mass very rapidly with a stick, so that at the moment the plaster sets, it shall be as homogeneous as possible. In spite of such precautions, it is impossible to prevent the densest parts of the plaster from depositing first, through the action of gravity. These will naturally precipitate upon the table or upon the slanting sides of the core, and the mould will therefore present great inequalities as regards porosity. Since this defect exists in each of the pieces that have been prepared in succession, it will be seen that when they come to be superposed for the moulding of the piece, the mould as a whole will be formed of zones of different porosities, which will absorb water from the paste unequally.
Farther along we shall see the inconveniences that result from this, and the manner of avoiding them.
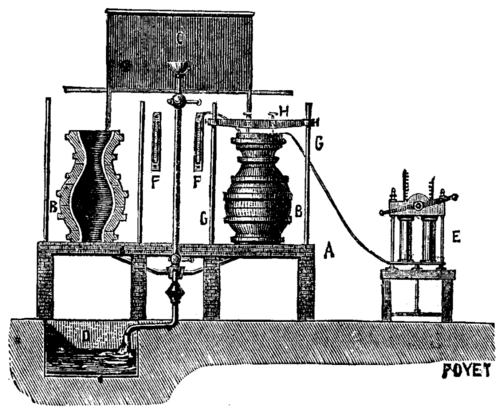
FIG. 1
The mould, when finished, is dried in a stove. Under such circumstances it often happens that there forms upon the surface of the plaster a hard crust which, although it is of no importance as regards the outside of the mould, is prejudicial to the interior because it considerably diminishes its absorbing power. This trouble may be avoided by coating the surfaces that it is necessary to preserve with clear liquid paste; but Mr. Renard advises that the mould be closed hermetically, so that the interior shall be kept from contact with warm air. In this way it is possible to prevent the plaster from hardening, as a result of too quick a desiccation. I now come to the operation of moulding. In the very first place, it is necessary to examine whether it is well to adopt the arrangement by pressure of air or by vacuum. The form of the objects will determine the choice. A very open piece, like a bowl, must be moulded by vacuum, on account of the difficulty of holding the closing disk in place if it be of very large dimensions. The same is the case with large vases of wood form. On the contrary, an elongated piece tapering from above is more easily moulded by pressure of the air, as are also ovoid vessels 16 to 20 inches in height.
In any case it must not be forgotten that the operation by vacuum should be preferred every time the form of the objects is adapted to it, because this process permits of following and directing the drying, while with pressure it is impossible to see anything when once the apparatus is closed.
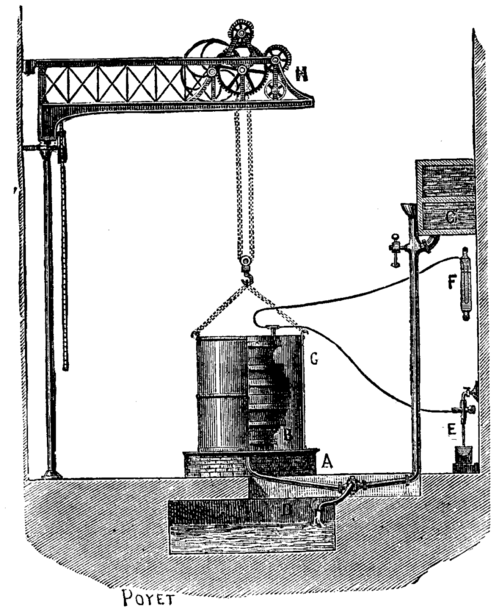
FIG. 2.
Moulding By Pressure Of The Air
The plaster mould having been put in place upon the mould board, and the liquid paste having been long and thoroughly stirred in order to make it homogeneous, and get rid of the air bubbles, we open the cock that puts the paste reservoir in communication with the lower part of the mould, care having been taken beforehand to pour a few pints of water into the bottom of the mould. The paste in ascending pushes this water ahead of it, and this slightly wets the plaster and makes the paste rise regularly. When the mould is entirely filled, the paste is still allowed to flow until it slightly exceeds the upper level, and, spreading out over the entire thickness of the plaster, forms a sort of thick flange. The absorption of the liquid begins almost immediately, and, consequently, the level lowers. A new quantity of paste is introduced, and we continue thus, in regulating its flow so as to keep the mould always full. This operation is prolonged until the layer is judged to be sufficiently thick, this depending upon the dimensions, form, or construction of the vessel.
The operation may take from one to five hours.
Continue to:
My Books

