Threading Wrought Pipe
Description
This section is from the book "Principles And Practice Of Plumbing", by John Joseph Cosgrove. Also available from Amazon: Principles and Practice of Plumbing.
Threading Wrought Pipe
As tensile strength of a metal is the resistance it offers to its fibers being torn apart, it follows as a natural consequence that steel pipe, which is the stronger and tougher of the two, is harder to thread than is wrought-iron pipe, which has from 2 to 3 per cent, of cinder intermixed, which so weakens the structure that no particular difficulty is experienced in scraping out a thread with the form of die commonly used in practice.
The force required to thread steel pipe with the dies commonly used, is 20 to 40 per cent, greater than the force required to thread equal sizes of wrought-iron pipe. For instance, to cut a thread with an ordinary die on 1 1/4-inch wrought-iron pipe requires a pull of from 83 to 87 pounds on a stock arm 21 inches long, and to cut a thread on 1 1/4- inch steel pipe with a similar die requires a pull of from 100 to 111 pounds on a stock arm 21 inches long.
Under ordinary conditions then, as they obtain in practice, it can be assumed that to thread steel pipe requires an expenditure of 30 per cent, more energy than is required to cut and thread wrought-iron pipe. This waste of energy, however, can be reduced to an amount too small to be considered by using dies of proper design.
Ordinary pipe-threading dies used with hand stocks are made with cutting edge radial as shown in Fig. 168. In these dies the cutting edge, a, is made without rake and the chaser, b, without relief. Where such a shaped die is used, the fiber of the metal is torn more than it is cut and the friction of the chaser on the pipes causes a useless waste of energy. On the other hand, dies made with an angle of front rake, as shown at a in Fig. 169, present a sharp edge that cuts instead of tears the metal from the pipe. In addition to possessing sufficient rake, as this angle is called, a die should possess sufficient clearance so that chips of iron or steel from the pipe cannot interfere and clog the chaser, thus causing it to tear the thread. The chaser should be relieved as shown at b, so that the die will bear on the pipe only at the cutting edge.
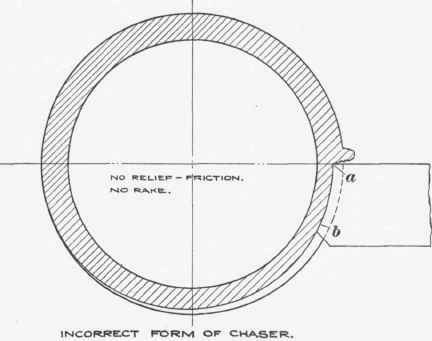
Fig. 168
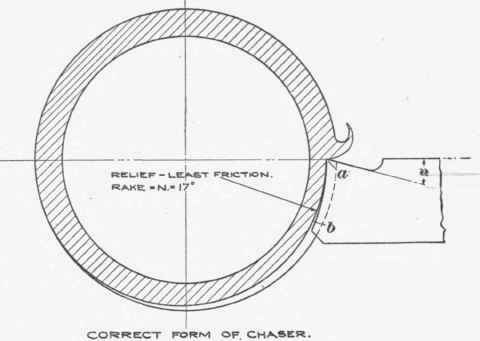
Fig. 169
The best angle of rake for a die used for threading wrought-iron pipe is 12 degrees; for threading steel pipe, 17 degrees, and for threading either wrought-iron or steel pipe, 15 degrees. With dies of 15 degrees rake, 1 1/4-inch wrought-iron pipe can be cut by exerting a pull of from 58 to 62 pounds on a stock handle 21 inches long, while with common dies a pull of 83 to 97 pounds would be required.
The saving of energy when threading steel pipe with dies of approved rake and clearance is even greater than the saving of energy when threading wrought-iron pipe with dies of proper rake and clearance. For instance, 1 1/4-inch steel pipe can be threaded with properly shaped dies by exerting a pull of from 60 to 65 pounds on a 21-inch die stock, while a pull of from 100 to 111 pounds would be required to thread the same pipe with an ordinary die. It will be observed that a pull of only 2 pounds more is required to thread 1 1/4-inch steel pipe than is required to thread an equal size of wrought-iron pipe with approved dies, and that 1 1/4-inch steel pipe can be threaded with approved dies with an expenditure of 23 pounds less energy than is required to thread wrought-iron pipe with ordinary dies.
Besides making the work easy, dies made on these lines last proportionately longer and make a smoother thread and consequently a tighter joint. Experience tends to show that the threading difficulty had much to do with preference formerly shown for wrought-iron pipe.
Continue to:
My Books

