Chapter III. Doors
Description
This section is from the book "Inside Finishing", by Charles A. King. Also available from Amazon: Inside Finishing (1912).
Chapter III. Doors
26. Doors for all ordinary purposes can be purchased in stock sizes much more reasonably than if they were made to order. Stock doors usually are doweled, and if well made of thoroughly seasoned material are perfectly satisfactory; a doweled door can be made more economically than a mortised door, therefore it is sold at a less price, but if well made it will give just as good satisfaction.
For a 1 3/8" door, 1/2" dowels, placed "staggering," as shown in Fig. 26, will make a stronger job than if a mortised joint were used, other things being equal. These doors usually are coped after the dowel holes are bored, as otherwise there will be no center for the bit. The grooves for the panels should be 9/16" deep, to allow the panels which enter 1/2" to swell 1/8" without opening the joints between the rails and stiles. Sometimes a shallower groove and cope are used, the panels being proportionately narrower.
The joints in the doors are made by machinery, and are forced to their places and held there by clamps while the glue sets.
27. Stock sizes of doors cover a wide range, but those most commonly used are 2' 6" X 6' 6", 2' 8" X 6' 8", 2' 10" X 6' 10", 3' 0" X 7' 0"; either 1 3/8" or 1 3/4" thick.

Fig. 26. - Position of Dowels.
Table Of Regular Sizes
Width | Length | Thickness | ||
2' 0" | X | 6' 0" | X | 1 1/8" |
2' 6" | X | 6' 0" | X | 1 1/8" |
2' 8" | X | 6' 0" | X | 1 1/8" |
3' 0" | X | 6' 0" | X | 1 1/8" |
2' 4" | X | 6' 4" | X | 1 1/8" |
2' 0" | X | 6' 6" | X | 1 1/8" |
2' 6" | X | 6' 6" | X | 1 1/8" |
2' 6" | X | 6' 8" | X | 1 1/8" |
2' 8" | X | 6' 8" | X | 1 1/8" |
2' 10" | X | 6' 10" | X | 1 1/8" |
3' 0" | X | 7' 0" | X | 1 1/8" |
2' 0" | X | 6' 0" | X | 1 3/8" |
2' 6" | X | 6' 0" | X | 1 3/8" |
2' 8" | X | 6' 0" | X | 1 3/8" |
3' 0" | X | 6' 0" | X | 1 3/8" |
2' 4" | X | 6' 4" | X | 1 3/8" |
2' 6" | X | 6' 4" | X | 1 3/8" |
2' 0" | X | 6' 6" | X | 1 3/8" |
2' 4" | X | 6' 6" | X | 1 3/8" |
2' 6" | X | 6' 6" | X | 1 3/8" |
Width | Length | Thickness | ||
2' 8" | X | 6' 6" | X | 1 3/8" |
2' 10" | X | 6' 6" | X | 1 3/8" |
3' 0" | X | 6' 6" | X | 1 3/8" |
2' 0" | X | 6' 8" | X | 1 3/8" |
2' 4" | X | 6' 8" | X | 1 3/8" |
2' 0" | X | 6' 8" | X | 1 3/8" |
2' 8" | X | 6' 8" | X | 1 3/8" |
3' 0" | X | 6' 8" | X | 1 3/8" |
2' 6" | X | 6' 10" | X | 1 3/8" |
2' 8" | X | 6' 10" | X | 1 3/8" |
2' 10" | X | 6' 10" | X | 1 3/8" |
2' 4" | X | 7' 0" | X | 1 3/8" |
2' 6" | X | 7' 0" | X | 1 3/8" |
2' 8" | X | 7' 0" | X | 1 3/8" |
2' 10" | X | 7' 0" | X | 1 3/8" |
3' 0" | X | 7' 0" | X | 1 3/8" |
2' 6" | X | 7' 6" | X | 1 3/8" |
2' 8" | X | 7'. 6" | X | 1 3/8" |
2' 10" | X | 7' 6" | X | 1 3/8" |
3' 0" | X | 7' 6" | X | 1 3/8" |
Width | Length | Thickness | ||
2' 6" | X | 8' 0" | X | 1 3/8" |
2' 8" | X | 8' 0" | X | 1 3/8" |
3' 0" | X | 8' 0" | X | 1 3/8" |
3' 0" | X | 8' 6" | X | 1 3/8" |
3' 0" | X | 9' 0" | X | 1 3/8" |
2' 6" | X | 6' 6" | X | 1 3/4" |
2' 8" | X | 6' 8" | X | 1 3/4" |
2' 10" | X | 6' 10" | X | 1 3/4" |
2' 6" | X | 7' 0" | X | 1 3/4" |
2' 8" | X | 7' 0" | X | 1 3/4" |
2' 10" | X | 7' 0" | X | 1 3/4" |
3' 0" | X | 7' 0" | X | 1 3/4" |
2' 6" | X | 7' 6" | X | 1 3/4" |
2' 8" | X | 7' 6" | X | 1 3/4" |
2' 10" | X | 7' 6" | X | 1 3/4" |
3' 0" | X | 7' 6" | X | 1 3/4" |
2' 6" | X | 8' 0" | X | 1 3/4" |
2' 8" | X | 8' 0" | X | 1 3/4" |
3' 0" | X | 8' 0" | X | 1 3/4" |
3' 0" | X | 8' 6" | X | 1 3/4" |
3' 0" | X | 9' 0" | X | 1 3/4" |
Doors other than those commonly used are generally made in these same sizes, but they are kept in stock by none but the largest dealers.
28. Selection. - In selecting a door, be sure that the material and workmanship are all that the quality of the door demands, and that it is straight and out of wind; if these things are carefully considered in purchasing doors, time will be saved in hanging them.
Upon ordinary work the doors may be of any wood, regardless of the finish of the rest of the house, though often they are veneered to match the rooms which the doorway connects.
Solid doors are made of white pine, cypress, Carolina pine, and poplar or whitewood, generally preferred in the order named.
There are usually three grades of doors recognized: #1, #2, #3 or common. The #1 door is supposed to be first-class in every respect; the #2 door may have a few blemishes which do not injure its strength or appearance greatly, and is the grade of door commonly used. A common door is of poor stock and workmanship, and is used only upon the cheapest grade of work, usually receiving a coat of cheap paint at the factory, to cover up some of the defects.
29. Veneered doors, if well made, are in general more serviceable than other kinds. Solid hardwood doors will not hold their shape well, therefore they are veneered by the following process. A core (see a of Fig. 27) of thoroughly seasoned white pine is made by ripping a plank 1 3/8" or 1 3/4" thick into pieces at least 1/4" wider than the finished thickness of the core; these pieces are laid side by side or turned upon their edges, as shown at a, a, a, a, Fig. 27, until, with the face edge b, they aggregate a little more than the desired width of the member of the door for which the core is intended. The pieces are then turned end for end, or other edge up, to cross the grain, as at a, Fig. 27, thus counteracting the tendency of the different pieces to change their shape. After the joints have been fitted, the pieces are glued together. A piece of the finish wood should be glued upon one edge of the stile at the same time, as at b, Fig. 27. After the glue has set, all the cores of the door should be jointed straight and out of wind and dressed to the desired thickness.
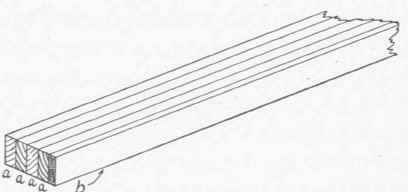
Fig. 27. - The Glued Core fob a Veneered Door
In preparation for veneering the sides of the cores, the backs of the veneers and each side of the cores should be planed with a scratch or toothing plane, to make the glue hold better. Veneering should be done in a hot shop, with wood thoroughly heated, and with hot glue, which should be of about the consistency of cream, so that it will spread evenly and rapidly. The glue should be applied with a broad glue brush, not a paint brush in which the bristles are usually set in glue, or the glue in the brush will soften and allow the bristles to come out. The glue should be spread thickly enough to cover the wood well, and the veneer of both sides put on at the same time. Several pieces of the same size may be piled and glued at once, and placed in a veneer press, or it is sometimes done with large hand screws, if a veneer press is not available. The former method is the better, but as the work has to stay in the press until the glue sets, few shops are fitted with a sufficient number of veneer presses to allow of their use exclusively. Care should be used that no glue is spattered upon the face side of the veneer, or the pieces will stick together. A caul, or a piece of thick, straight wood of the proper size, is placed between the hand screws or veneer press and the veneers of the outside pieces. The caul should be a little larger than the work which is being veneered; it should be waxed carefully to prevent the glue from sticking to it, and placed where every part of the surface of the veneer will be under pressure. The pile should be built carefully, to be sure that it is straight and square, and that every part of each piece will receive the required pressure. The pile should be built vertically; unless this is done accurately, the pile may "buckle" or break when pressure is applied.
When the veneers have been glued upon the cores, the stiles and rails should be of the desired thickness of the door. After the veneering is done, proceed as with solid pieces.
Continue to:
My Books

