Special Methods Of Holding Work
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Special Methods Of Holding Work
While it is not difficult to chuck pieces of regular form or to secure them to the lathe face plate, there are many machining operations that call for special methods of holding the work, especially on machinery used in manufacturing. In a job shop doing only repair work, each job is different and many extemporized fixtures are designed and fitted up which are dismantled and thrown to one side when the work is done. In manufacturing, which means turning out a number of duplicate pieces, an investment in accurate fixtures of a permanent character is justified.
Various methods of holding pieces not ordinarily met with in regular work are shown at Figs. 332 and 333. These will prove valuable in suggesting ways other pieces of similar form may be held. The fixture at A is made of cast iron and is bolted to the lathe face plate. It is designed to support gas engine pistons when it is desired to bore the hole through the bosses for the wrist pin. The piston is properly located in the bosses of the fixture made to receive it and firmly clamped in place. The hole is first drilled through the bosses, after which a reamer is used to finish the hole. It is apparent that any body of cylindrical form could be held by similar means.

Fig. 332. - Methods of Supporting Work in Lathe with Special Fixtures.
It is often desirable to turn the outside diameter of cylindrical bodies having light section walls. One end is often designed with a flange so it can be attached to the lathe face plate, but the problem is to support the other end if the piece is long. A revolving spider for live tail stock center well adapted for work of this character is shown at B. The main portion of the device or body is of cast iron and is provided with a bronze bearing which runs on the taper bearing of the shank adapted to be held by the tail stock spindle. Provision is made to take the end thrust on a suitably beveled shoulder on the shank or axle. The spider body is provided with three holes in which plungers fit. These have their lower ends beveled to fit the taper on the adjusting screws and are kept from turning by small set screws working in keyways in the plungers as indicated. The outer portions of the plungers are rounded off. To hold the piece securely, it is only necessary to screw in the adjusting screws and raise the plungers into contact with the inner periphery of the metal ring. As the screws can be turned independently it is possible to hold the piece firmly, yet accurately. A fixture of similar design may be made to hold light narrow rings by having the body of the device threaded to screw on the nose of the head stock spindle or provided with bolts to fasten it to the lathe face plate. In this case it is not necessary for the body of the device to revolve independently of its supporting means.
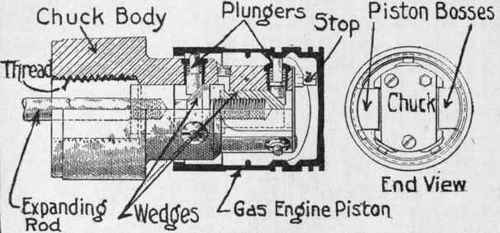
Fig. 333. - Special Chuck for Gas Engine Piston Support.
The automobile steering spindle shown at C is another difficult piece to machine because of its irregular shape and also because the holes through the spindle body are not at right angles to the spindle. The methods of supporting this piece for drilling the holes and have the spindle at the proper angle as well as supporting the piece to turn the spindle itself are so clearly detailed that the process may be readily understood by even the novice machinist.
A special chuck for machining the exterior of a gas engine piston is clearly shown at Fig. 333. The same wedge operated plunger principle previously outlined is shown, the novelty being in the method of operating the expanding wedges or cones simultaneously.
This chuck has two sets of three plungers, one set at the front and the other at the rear, which true the casting up so that an even thickness of wall is obtained in the finished piston. The stop screw serves the double purpose of holding the cover in place and locating the piston endwise so that an equal thickness of head is obtained on all pistons. The construction of the chuck, which is operated through the expanding cone by means of a handwheel at the back end of the spindle, is clearly shown and needs no further description. The chuck body may be threaded to be secured to the head stock spindle nose if desired or held in any other manner.
Continue to:
My Books

