Manufacture Of Soft Solders
Description
This section is from the book "Handy Man's Workshop And Laboratory", by A. Russell Bond. Also available from Amazon: Handy Man's Workshop And Laboratory.
Manufacture Of Soft Solders
The correct process of preparing soft solders is very simple, but certain rules must be observed if solder of good quality is to be obtained.
The standard of good quality is that any smallest piece of the solder shall contain all the metals of the mixture in the right proportions. If improperly prepared, some parts of the solder will have a different fusing point from others.
Since lead is harder to melt than any of the other metals used in solder, it ought really to be melted first and the others added to it. The tin, however, is less dense than the lead, and will not sink in it, so that much longer stirring is necessary to insure an even mixture than if the process is reversed. Besides this, the lead oxidizes very easily, and if melted alone, there will be a considerable waste in ash. The following method is the best: Cut the lead into little pieces, and have them ready on a shovel. Heat the tin in a stone or porcelain vessel over a coal fire, gently at first, until melted. When a film of tin-ash forms upon the surface of the metal, throw in the lead, a little at a time, waiting until this is melted before adding more. Stir constantly with a flat wooden paddle, in order that the metals may be thoroughly mixed.
When all the lead is melted, pour the alloy into the molds by means of a ladle with a nozzle. When it has become stiff, dip the mold into cold water, throw out the solder, and have the mold ready for more. Two workmen, with but a small number of molds, can prepare a considerable quantity of solder in this way in a short time.
The forms into which the solder is poured are best made of cast iron, of such a size as to make rods of the solder about 30 centimeters long, 2 to 3 centimeters wide, and 2 to 5 millimeters thick. The sides are inclined outward a little, so that the rods can be easily removed, and the mold is rubbed with grease before being used the first time.
For commercial purposes, and for large factories where the solder is given out to the workmen, it is well to have the pieces all of the same size and weight. The mold shown in Fig. 138 is especially well adapted to this and the solder is produced in sharp-cornered prismatic pieces.
In making fine bismuth solder and tin solder for delicate work, it is well to cast it in molds which will give cylindrical pieces. Fig. 139 shows the cross-section of such a mold. It consists of two parts, with half-cylindrical grooves, making a hollow cylinder when placed together. The solder is poured in at the top.
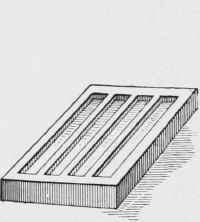
Fig. 138 - Mold for solders.
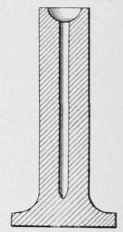
Fig. 139 - Mold fur bismuth and tin solders.
If iron vessels are used to melt the solder, as is frequently done, the solder will take in some iron and become harder and more brittle. Vessels of stone or porcelain are therefore preferable.
Bismuth alloys are made in the same manner as ordinary solder, except that the temperature of the mixture is lowered, by decreasing the fire, immediately after adding the bismuth.
In practice, the quality of the solder is judged by its outward appearance. Good soft solder has a crystalline structure, apparent on the surface, and the crystals are grouped in a peculiar way. These "blossoms," so called in German, are brilliant spots on a dull white ground. If the solder shows very brilliant tin-white specks on a blue-gray ground, this is a sure indication that it was badly prepared, and that the metals are not properly mixed.
Solder of this nature can be made over, by melting and stirring vigorously.
If, in spite of correct treatment and intimate mixture by stirring, the "blossoms" are not seen, it is a sign that there is not sufficient tin in the composition. Melted tin in small quantities can be added to the melted mass, until a sample shows the desired crystalline structure.
Continue to:
My Books

