Soldering Per Se, Or Burning Together. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Soldering Per Se, Or Burning Together. Continued
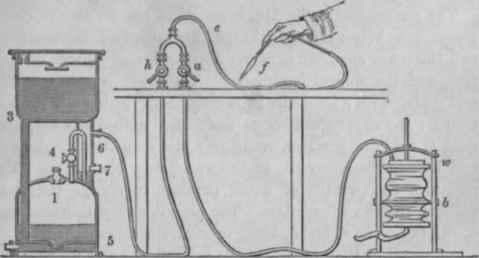
To conclude the description of soldering processes, we have to refer to figure 314, which represents the airo-hydrogen blowpipe invented in France by the Count de Richemont;† it is in a great measure converting the oxy-hydrogen blowpipe invented by Dr. Hare, to the service of the workshop, and it is done with great simplicity and safety. The elastic tube h, supplies hydrogen from the generator, and the pipe a supplies atmospheric air from a small pair of double bellows b, worked by the foot of the operator, and compressed by a constant weight w; the two pipes meet at the arch, and proceed through the third pipe e, to the small jet f, from whence proceeds the flame. All the connexions are by elastic tubes, which allow perfect freedom of motion, so that the portable blowpipe is carried to the work.
* Steam and water-tight joints, in cast-iron works not requiring the power of after-separation, are often made by means of iron cement in the following proportions: 112 lb. of cast-iron filings or borings, 1 lb. of sal ammoniac, 1 lb. of sulphur, and 4 lb. of whitening. Small quantities of the materials are mixed together with a little water shortly before use.
For minute cracks the cement is laid on externally as a thin seam, or for larger spaces it is driven in with caulking-irons. The edges of the metal and the cement shortly commence one common process of rusting, and at the end of a week or ten days, the joints will be found hard, dry, and permanent.
† The process is patented in this country by Mr. Delbruck, and is practised under his licence by his agents, Messrs. A. Clark & Co., of Southwark, and various others.
In soldering by the autogenous process, the works are first prepared and scraped clean as usual, the hydrogen is ignited, and the size of the flame is proportioned by the stop-cock h;. the air is then admitted through a, until the flame assumes a fine pointed character, with which the work is united after the general method of blowpipe soldering, except that a strip of lead is used instead of solder, and generally without any flux.
Fig. 314.
This mode is described as being suitable to most of the metals, but its best application appears to be to plumbers' work, and it has been adopted for such in our government dock-yards. The weight of lead consumed in making the joints, is a mere fraction of the weight of ordinary solder, which is both more expensivc and more oxidiable, from the tin it contains. The gas soldering, as it is called, removes likewise the risk of accidents from the plumbers' fires, as the gas generator, which is in itself harmless, may be allowed to remain on the ground whilst the workman ascends to the roof, or elsewhere, with the pipe.
Lead is interposed as solder in uniting zinc to zinc, and it is also used in soldering the brass nozzles and cocks to the vessels of lead, and those of copper coated with lead, used as generators.

Another very practical application of the gas flame, is for keeping the copper soldering tool, fig. 315, at one temperature, which is done by leading the mixed gases through a tube in the handle, so that the flame plays on the back of the copper bit. This mode seems to be very well adapted to tin-plate and zinc works, especially as the common street gas may be used, thereby dispensing with the necessity for the gas generator, the construction and management of which alone remain to be explained.
The gas generator, fig. 314, bears some resemblance to Pepys' gasometer. When it is first charged, the stopper 1, is unscrewed and the lower chamber is nearly filled with curly shreds of sheet zinc, and the stopper is replaced. The cover is now removed, and a plug with a long wire is inserted from the top into the hole near 3; the upper chamber is next filled with dilute sulphuric acid, (1 acid and 6 water,) until it is just seen through the central hole to rise above the plate immediately beneath it. This measures the quantity of liquid required to charge the vessel without the risk of overflow. The plug is now withdrawn from 3, and the cocks 4, and h, being opened, the air escapes from the lower vessel by the pressure of the column of water which enters beneath the perforated bottom 5, upon which the zinc rests. The cocks 4 and h are now closed, and by the decomposition of the water, hydrogen is generated, which occupies the upper part of the lower chamber, and drives the dilute acid upwards, through the aperture 3, so as to place matters in the position of the engraving, which represents the generator about two-thirds filled with gas.
The gas issues through the pipe h, when both cocks are opened, but it has to proceed through a safety box 6, in which the syphon tube, dips two or three inches into a little plain water introduced at the lateral aperture 7; by this precaution the contents of the gasometer cannot be ignited, as should the flame return through the pipe h, it would be intercepted by the water in the safety box. After three or four days' constant work the liquid becomes converted into the sulphate of zinc, and is withdrawn through the plug 8; the vessel is then refilled with fresh dilute acid as already explained, but the zinc lasts a considerable time.
The generators are made of lead, or where portability and lightness are required, of copper washed with lead, and all the exposed parts of the brass work are washed and united with lead to defend then from the acid. Occasionally the air is likewise supplied by aerometers, or vessels somewhat resembling the gas generator, but which are only filled with common air, and therefore do not require the zinc or acid.*
The great and unintended length to which the pages of the present volume have extended, is to be solely attributed to a constant desire to set forth in sufficient detail, the general principles and features of the numerous subjects which have been considered. In the fulfilment of this task, I have been induced very greatly to enlarge upon the original manuscript during its passage through the press, by the notice and explanation of additional illustrations, many of which have been indeed acquired during that period.
Yet notwithstanding this great extension, it may be satisfactorily added, that this has in no respect led to any departure from the arrangement first proposed in pages 10 to 12, of the introductory chapter; as all the processes forming the subject matter of the foregoing sheets, are accomplished nearly without the use of cutting tools, and are such as could not, consistently with the plan of this work, be so well placed elsewhere.
* The following is the broad difference between the airo-hydrogen and the oxy-hydrogen blowpipes. In the oxy-hydrogen blowpipe, the pure gases are mixed in the exact proportions of two volumes of hydrogen to one of oxygen, which quantities when combined constitute water, and in this particular case there is the greatest condensation of volume, and the greatest evolution of latent as well as of sensible heat.
The airo-hydrogen blowpipe, is supplied with common air and with pure hydrogen; this instrument is also the most effective when the oxygen and hydrogen are mixed in the proportions of 1 to 2; but the nitrogen, which constitutes four-fifths of our atmosphere, is now in the way and detracts from the intensity of the effect.
Continue to:
My Books

