Military Signal Rocket. Part 4
Description
This section is from the book "Military Pyrotechnics", by Henry B. Faber. Also available from Amazon: Military Pyrotechnics.
Military Signal Rocket. Part 4
Figure 14 shows a case with its clay heading after it has been pressed into position, a pressure of 2 tons on the rammer having been applied. The function of this bottom clay heading is to hold back the gases produced by the burning of the powder charge and cause these gases to forcibly make their way outward through the orifice in the center of the clay plug, which orifice is in reality a vent. The diameter of this orifice influences to a marked degree the functioning of the rocket. It is necessary that the diameter should have a certain definite relation to the speed at which the gases of the charge are liberated in order that these gases should be forcibly expelled through the orifice, thus lifting the rocket by their impact against the air, and also that the diameter of this hole should not be so small as to allow the pressure of the gases to react to a point where the rocket case will burst. The rapid passage of the highly heated gases rushing through this orifice occasionally breaks away the walls, if the clay is of poor quality, and causes an enlargement of the diameter, thus preventing the rocket from rising to the desired height. Certain manufacturers favor the embedding of a metal disk between the two charges of clay, this disk having a hole in the center registering the same diameter with the hole in the clay heading. This disk fortifies the walls of the opening and prevents enlargement.

Fig. 14. - Case showing clay heading.
Driving-Charge Composition
Three formulas used by the manufacturers for the driving charge are given below: Composition A consists of -
Per cent. | |
Saltpeter...................................... | 56.2 |
Sulphur (flour).......................... | 12.2 |
Charcoal.......................... | 31.6 |
Charcoal in this case consists of equal parts of No. 1, No. 12, No. 1 XXX, No. XX, D. C. XX. Composition B consists of -
Per cent. | |
Saltpeter................................................ | 53.9 |
Sulphur (flour).................... | 13. 5 |
Charcoal (coarse No. 20).................... | 32.6 |
Charcoal consists of 19.2 per cent. No. 10 XXX and 13.4 per cent. No. 36.
Composition C, which has the advantage of giving very uniform results, consists of a mixture of 15 per cent, meal powder, manufactured by the E. I. du Pont de Nemours Co., and 85 per cent. of a prepared composition, consisting of -
Percent. | |
Saltpeter............................... | 72.8 |
Sulphur (flour) .......................... | 13.6 |
Charcoal (coarse No. 20).............................. | 13.6 |
The compositions A and B are made up by mixing 32 pounds of saltpeter, which has been screened once through a sixteen-mesh sieve with 7 pounds of sulphur (flour). After the saltpeter and sulphur have been kneaded and thoroughly mixed by hand they are rubbed through a 12-mesh sieve and 18 pounds of charcoal is added. The charcoal, if several different sizes are employed, is first thoroughly mixed and screened before being introduced into the saltpeter and sulphur mixture. The whole is then thoroughly mixed by hand and again rubbed through a 12-mesh sieve. About 4 ounces of water is sprinkled on the composition and thoroughly kneaded in. The mixture is finally rubbed through a 12-mesh sieve.
Figure 15 shows the way in which the ingredients are mixed by hand.
Figure 16 shows the type of screen or sieve used for screening.
In reference to the mixing of composition C, the saltpeter, sulphur, and meal powder are thoroughly mixed and screened before adding the charcoal, which is mixed in a manner similar to that already described.
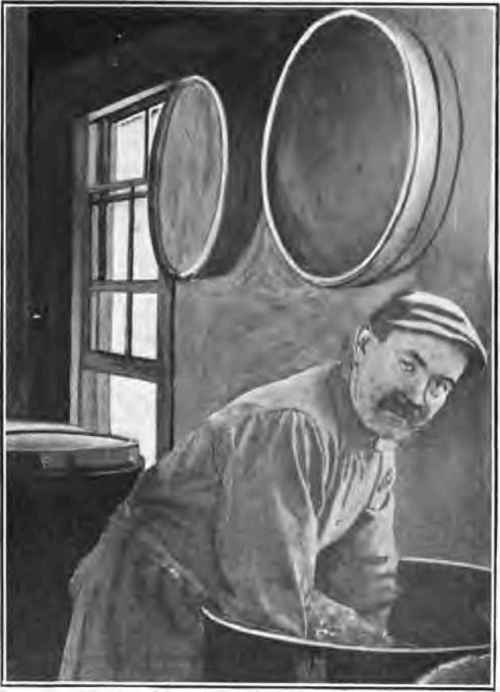
Fig. 15. - Mixing composition by nana.

Fig. 16. - Hand-mixing equipment.
Charging
The loading of the powder charge into the case requires careful handling as the manner in which this charge is compressed and driven home influences the successful functioning of the rocket.
Figure 17 shows a cross section of the rocket case with the powder charge rammed home. At the top and bottom of the charge appear the clay headings. There is an elongated conical chamber extending through the charge from the bottom heading, registering with the orifice in this heading and reaching to within approximately 1 1/4 inches of the top clay heading. When the powder charge is ignited this elongated conical gallery serves the purpose of offering a relatively large surface for combustion. That portion of the rocket charge between the end of the elongated conical gallery and the clay heading is called by the French "massif" and in our country the "heading." The thickness of this heading is an important item in the manufacture of the rocket, as variations in the thickness alter the time required for the burning to penetrate to and ignite the match which controls the blowing charge. If the match is ignited prematurely the parachute and light will be expelled before the proper height has been attained. On the other hand, if the heading is too thick, the rocket will reach its maximum height, and begin to take its downward course before the contents of the rocket are expelled, endangering the parachute by the falling rocket and stick. One of the methods of avoiding this danger is to bore a hole into the top of the heading approximately 1/4 inch in diameter and to such a depth as to allow the discharge of the contents of the rocket head at the exact instant when the rocket has reached its maximum height. To arrive at the proper depth of this bore tests are made by firing a rocket and noting the time when the contents of the rocket head are expelled. If the blowing charge operates too soon the recess is too deep and vice versa. Careful testing establishes the proper depth of the recess for the composition used.

Fig. 17. - Sectional view of rocket body.

Fig. 18. - Dimensional drawing of rocket body A and B.
Figure 18 shows the dimensions where a powder charge is used corresponding to charge composition A, previously discussed.
Figure 19 shows a new set of dimensions which will correspond to a powder charge such as the composition described in composition C, aforementioned.
The method of loading may be described as follows: From the above description and from the cut showing a cross section of the loaded case, it will be noted that the powder charge is rammed home in the case in a manner that insures a uniform packing or piling of the powder grains. This is done by successive charges, each of which is rammed home with a given pressure. The spindle about which the powder is packed provides the central elongated conical chamber previously described.

Fig. 19. - Dimensional drawing of rocket body C.
Figure 20 shows a powder charge which has been formed in this manner, the ribs indicating the boundaries of the successive charges. In order to accomplish this a hydraulic press is used, a picture of which is seen in figure 21.

Fig. 20. - Compressed driving charge.

Fig. 21. - Hydraulic press.
Continue to:
My Books

