Veneeeing
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol2: Masonry. Carpentry. Joinery", by The Colliery Engineer Co. Also available from Amazon: A Treatise On Architecture And Building Construction.
Veneeeing
91. Hard woods, such as oak, ash, rosewood, etc., cannot be used in joiners' work, where the pieces are of any considerable dimensions, unlesss they are backed up with some lighter or more reliable wood which is less affected by moisture or change of temperature. The hard wood is, therefore, usually cut in thin slabs and glued to a piece of pine or other soft wood, in such a manner that the finished work has the appearance of a solid block; while in reality its interior or core is of an entirely different material. This process is called veneering and the thin slabs of hard wood are called veneers. It is a mistake to suppose that veneering is resorted to as a matter of economy, to save the enhanced cost of solid wood. Hard woods are liable to warp or twist out of proper shape. Especially is this the case with doors built of solid hard wood; and so it becomes absolutely necessary, in order to make a good door and secure the decorative elegance in color and grain of the hard woods, to employ veneering in door making; this properly done with good glue will last as long as the wood upon which the veneer is laid.
It is not good practice to use two kinds of wood in veneering a door; as one face mahogany, the other oak; or maple and cherry; oak and black walnut, etc. The varying conditions of the atmosphere, heat, and moisture act differently upon the two kinds of wood, and the doors have a tendency to warp. This is equally the case with a door where one face is in a warm room and the other face constantly exposed to different atmospheric conditions, even though both sides of the door are veneered alike. If only one side of a panel is veneered, it will curl badly when dry; consequently all veneering should include both sides.
The choicest and most beautiful veneers are cut from the crotches, and also with some woods from the roots of the trees, where the grain is gnarled, mottled, and attractively intermingled. These choice veneers are used on the surfaces of panels, and are highly polished to bring out the beautiful, natural changes and color qualities peculiar to the wood; this is relieved by the less-polished plain surface of the framework. The frame, or stiles and rails, are invariably veneered with plain straight-grained veneers finished flat.
92. There are several valuable accessories to good veneering which must not be overlooked. The first of these is a good heating box, of a length and width sufficient for long and short materials. Such a box may be cheaply constructed of plank, and lined with tin, with its cover or lid in three sections; the box should be piped and heated by steam, or in the absence of steam it may be heated conveniently by a 6-inch stovepipe carried through it lengthwise. In all cases heated cauls are used against veneer to keep the glue hot, so that the wood may the better absorb it. The caul also distributes the pressure of the hand screws on the whole surface of the veneers evenly, during the several hours required for the glue to set. A caul is a piece of wood or other suitable material curved or straight, as the case may be, to fit the surface to be veneered. When used for door stiles or panels, a thickness of 1 inch will be sufficient, and its width and length should never be less than that of the material to be veneered. To prevent the caul from sticking to the veneer, it should be coated with beeswax or paraffin; or, in the absence of these substances, brown paper cut to size will serve the purpose if laid between the veneer and caul; brown soap is sometimes used, but frequently stains the wood.
93. In door making, the core should be clear white pine; the stiles are built up of several strips, the grain of each being reversed with reference to that of its neighbor, and all glued together. The edges of the stile have hard wood glued on as required; the stile is then faced straight out of wind, and is well scratched lengthwise by means of a toothed plane; and the veneer should also be scratched. The glue should be well cooked - if burned it is useless - of a good body not too thick, and plenty of it should be brushed on the surfaces which are to be in contact, as the wood absorbs considerable of it. In Fig. 57, at (a), is shown a section through a door stile such as described; the caul is seen at a against the veneer b, while the core is shown at c. Several stiles or rails may be veneered at one time with only outside cauls, but with paper between the veneers. The veneers require to be tacked in two or three places to keep them in position until clamped together with hand screws, which should be spaced not more than 6 inches apart - in fact they can hardly be put too close together. The hand screws are placed at opposite sides alternately, to insure an even pressure on both edges, which drives the glue into the pores of the wood. In paneled work, where hard-wood moldings are used, it is desirable to avoid the use of nails to secure the moldings in place.
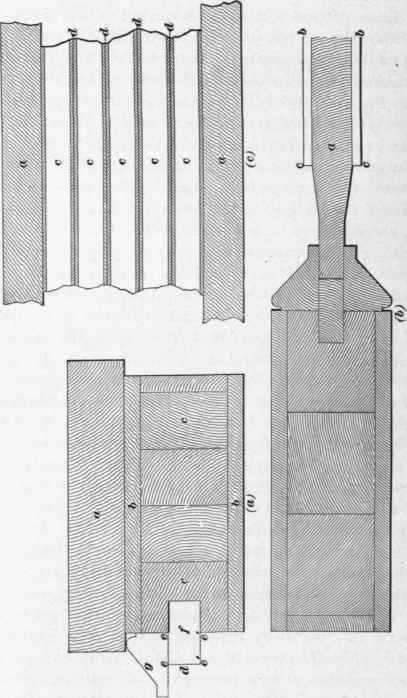
Fig. 57.
At f, Fig. 57, is shown a pine strip glued into the groove of the door stile, against which the panel moldings g are mitered and glued at e e; then the polished panels are set in place at d, and the other face of the door is molded and glued to e' e'. Another example of door-stile molding and panel is shown at (b); the panel a is usually made of the same kind of wood as the veneer, but plain; sometimes, however, the raised face b c is veneered with choice wood of finely marked grain, polished and finished before it is placed in the door. All plain-faced material may be clamped and veneered together in quantities, as shown in Fig. 57 (c). The core pieces c, c are separated by layers of paper between the veneer faces, as seen at d, one operation with the hand screws and two cauls a, a sufficing to secure the whole.
94. Thin veneers are often found in a badly crumpled condition. In this case, they must be sponged with hot water and squeezed gradually and evenly with hand screws between plane-surfaced cauls, and left several hours or over night, until they are in a fit condition to be laid. Sometimes heavy weights placed on a caul over the moistened veneers are sufficient to accomplish the same effect.
95. To join two pieces of thin veneer together, they must be cut with a sharp knife, guided by a perfect straightedge. The pieces are laid upon a plane surface with paper underneath, and are tacked at a convenient distance on each side of the joint in such a way as to draw the two pieces together; then a strip of strong Manila paper is glued over the joint, and the veneer is placed on a suitable straight strip of wood under heavy pressure and allowed to remain until the glue is dry. In laying this jointed veneer, the papered side must be laid outwards.
96. The veneering of a small circular column may be accomplished as shown at Fig. 58. Here a sheet of tin is used, having cleats securely nailed to each end by which hand screws can be made to press the heated tin caul and veneer tightly to the surface of the column. The tin should be about 3/4 inch shorter than the circumference of the column, in order to leave room for the glue that is squeezed out along the joint. The veneer should be sponged with hot water just before straining it around the column. The column and the tin should be heated before veneering. The advantage of a tin caul is that it requires no waxing, and will not stretch. A strip of paper wrapped around the core will be sufficient to determine the length of the veneer, which must be equal to the circumference of the column. To bring the two edges of the veneer together when the tin caul is removed, long solid cauls are used, as shown at s in Fig. 59.
97. A tapering column is veneered in precisely the same manner, but to find the length and shape of the veneer, lay out, as in Fig. 60, a b equal to the height of the column and cd equal to the base; continue c e and de to i; from i as a center, with ic and ie as radii, describe the arcs ch and ef; from a as a center, describe the semicircle of the base cd; divide the semicircle into any number of equal parts, and mark these parts twice on the unfolded base line ch; connect hi; then chfe will be the shape and exact length of the veneer, also of the canl; this, however, must be made to come together about 3/4 inch short, as previously explained.
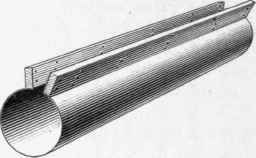
Fig. 58.
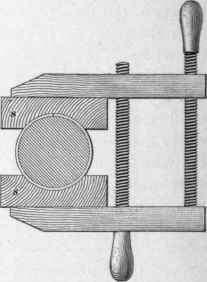
Fig. 59.
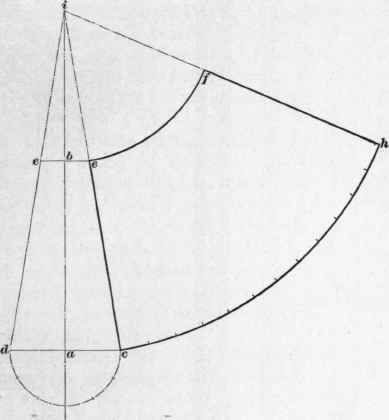
Fig. 60.
Continue to:
My Books

