Bending Wood
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol2: Masonry. Carpentry. Joinery", by The Colliery Engineer Co. Also available from Amazon: A Treatise On Architecture And Building Construction.
Bending Wood
85. When it is required that a surface shall present a curved form, the wood may be bent around it by any one of five methods, namely, by saw kerfing, keying, backing a veneer, laminating, or steaming.
86. Saw kerfing being less costly than other methods, it is often adopted. The method is not to be recommended, however; it makes a weak construction, and no matter how perfectly the work may be done, or how well it may be painted, the saw-kerf marks will always show. For hardwood moldings the method should never even be considered, and for curved work of whatever kind, solid molding should always be used.
A center, built to the desired diameter or curve, over which the material may be bent, and which will stay permanently and accurately in its curved form, is absolutely necessary with any of the above methods. In Fig. 53, the rib a b c for a center is composed of three pieces of 1 1/4-mch plank; it is made concave on its inner edge, merely because it is sometimes an advantage (when it can be done) to clutch the bent stuff and the rib with hand screws as shown. Blocks, as shown at d, extend the power of hand screws considerably beyond the width of the jaws, and are therefore exceedingly useful. The staves of wood o, o, o, etc., of any length required, are nailed to the rib a be, and form the circular surface of the center. To find the distance between saw kerfs that will allow the material to bend to the curve required, take a piece of stuff of a suitable length and equal to the thickness of that which is to be bent, as at c' a', and let a' b' be equal to the radius of the curve around which it is to be bent; make a saw kerf at c' o', leaving a thickness o'a' from 1/8 inch to 1/4 inch uncut; nail the piece at t, t; and move it from b' to s, or enough to just close the saw kerf at c'; then b' s will be the given distance between two saw. kerfs. The distance a' o' to be uncut must be gauged along each edge of the stuff to be bent, and the same saw must be used with which the cut c' o' was made. In this method of bending, a thin veneer is first laid, and the saw-kerfed piece is then bent over it and glued to the veneer. This is the better method of treatment in saw kerfing, but the saw kerfs may also be cut in the convex face of the stock, and when bent over the center, the veneer may be glued over the convex surface to secure it.

Fig. .53.
87. Keying
Keying. Fig. 54 shows another method of treating material which is required to be bent. In this method grooves are made in the back of the stuff at suitable intervals (found as directed for space between saw kerfs) of an even depth, as shown at a, leaving an exterior thickness of 1/8 inch or 1/4 inch, depending on the radius of curvature. These grooves are filled with well fitted wood strips called keys, plenty of glue having first been brushed in the grooves and over the keys. Two strips of veneer 3 inches to 4 inches wide, glued and nailed over the convex face of the bent piece near each edge, tend to strengthen the work materially.
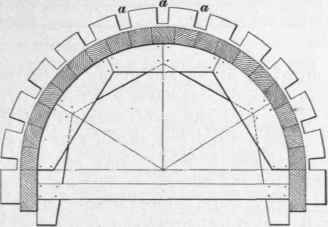
Fig. 54.
The ribs of the center shown in Fig. 54 are in four parts, with bracing pieces nailed over each joint as shown.
88. Bending- by backing a veneer is the third method, shown in Fig. 55. Enough wood is planed from the back of the stuff to be bent, to leave a veneer of the proper thickness and length between r r, the circumference of the semicircle; then, when bent over the center, the thickness is filled out as required by fitting and gluing on the back of the veneer the cylindrical-faced staves v, v, v, etc. These staves are made a little long, and each one, after being fitted and glued, has a long screw driven through its thickness to the center, near each end, to hold it down and keep it in place until all are fitted and glued. To increase the strength of this curved piece of work, before taking it off the center, the joints may be united by hardwood dowels, glued and driven in as shown at a.
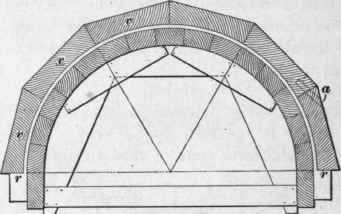
Fig. 55.
89. Laminated Curved Work
Laminated Curved Work. The fourth method, as shown in Fig. 56, is a mode of bending and gluing together several layers, as shown at a, to make up the required thickness. These should all be fixed and glued over the center at one operation, and, if possible, left there some days to dry out. This is by far the strongest and best method of all for most purposes; but it will not do for moldings, as the edges in hard wood, when cut into, show the streaks of glue; this, however, would be unobjectionable where the work is to be painted.
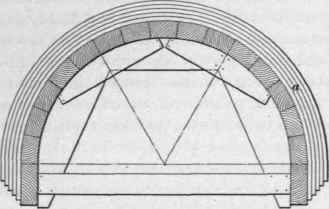
Fig. 56.
90. The fifth mode of bending is by steaming. Some woods bend easily when steamed, but all must be handled with rapidity after steaming, allowing no time for cooling until after the work is secured to the center. A good steam box of suitable size must be prepared and wet steam must be used, since dry, superheated steam makes wood brittle but not flexible.
To find the thickness of white pine (without preparation) that may be bent without injuring its elasticity, multiply the radius in feet of the curvature required, by the decimal .05 , and the product will be the thickness in inches. For example, take a 5-foot radius; multiplying this by the given decimal, the thickness that will bend without fracture is 5x.05 = . 25 inch = 1/4 inch.
Continue to:
My Books

