Detailing - General Instructions. Part 4
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Detailing - General Instructions. Part 4
Care should be taken in case of castings to add 1/8 inch more to those values given.
Rivets may have two full heads or may have one or both heads countersunk or flattened or any combination. Such conditions are signified by certain signs, all of those in common use being listed in the handbooks already referred to, and also shown in Table V.

Fig. 42. Rivet Before and After Driving.
A rivet can be driven as close to a projection as one-half the diameter of the head plus 1/4 inch. This requires a special "dolly".
The dolly generally used requires 2/3D+1/4inch. This is about 1 1/4 inches for a 1-inch rivet and about 1 1/8 inches for a 3/4-inch; see Fig.
43 and Table V. In some instances a special gauge, that is, one other than given in Table VII, is used. In such cases care should be taken to see that the distance A, to the fillet, or curve of the angle, is sufficient, otherwise the dolly could not come down evenly and an imperfect head is the result. When rivets are staggered, it is necessary to know how close they may be spaced in order that they may not be less than the minimum allowed distance center to center. Table VIII gives the distances center to center of rivets for given values of the spacing and gauge line. The distances below and to the right of the upper zigzag line are large enough for 3/4-inch rivets while those below and to the right of the lower zigzag line are large enough for 7/8-inch rivets. For example, if the gauge "g" was 1 3/4 inches, the spacing must be at least 2 inches in order that the distance center to center would not be less than 2 5/8 inches, the rivets being 7/8 inch. If the rivets were | inch, the spacing must be 1 1/2 inches or more in order to have the distance center to center not less than 2 1/4 inches. These values are found by going down from the value 1 3/4 inches in the top row until a value equal to or just greater than the 2| or 2 1/4 inches is found, and then following across to the first column where required spacing is found.

Fig. 43. Diagram for Minimum Rivet Spacing.
Table VIII. Values Center To Center For Various Spacings
(All dimensions in inches)
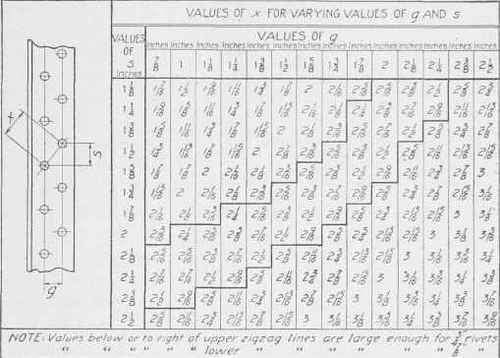
Care should also be taken that the rivets are not so close that there will not be at least 1" between the holes in the direction of the line of stress, see Fig. 43d.
In many cases a row of rivets must be driven below another row and in material which is perpendicular to the material in which the first row is driven. Such a case is in the cover plate of a plate girder, or for that matter in most cases of cover plates. In such cases it is desirable to know what spacing must be used in order that the dolly will not be interfered with by the rivet already driven in the other row. Table IX gives such information. It is to be noted that the value Y is the distance from the inner side of the leg of the angle, and is not the gauge. For example, let it be required to determine the minimum stagger for 3/4-inch rivets in a 3 1/2-inch leg of a 3 1/2"x3 1/2"x3/8" angle. The distance Y is then equal to the gauge of a 3-inch leg less the thickness of the angle, or
Y = 2" - 3/8"
= 1 5/8"
Table IX. Minimum Staggers
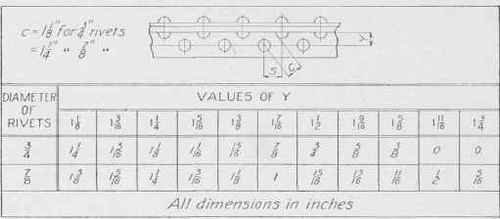
Looking along the top row the value 1 5/8 inches is found and going downward to the 3/4-inch line of values, 3/8 inch is found to be the least distance that the rivet under consideration may be driven from the one in the other leg of the angle.
In some cases it is possible to drive rivets opposite if the proper row is driven first. Thus, in the 5"X3 1/2"X 3/8" angle of Fig. 44, if 3/4-inch rivets in the 5-inch leg were driven first, those in the 3-inch leg must stagger by 3/8 inch, as figured above, Fig. 44a, but if the rivets in the 3-inch leg were driven first, the distance Y=3" - 3/8"

Fig. 44. Rivet Stagger.
= 2 5/8", which, being outside the values in Table IX, show that the rivets in the 5-inch leg may be driven with a zero stagger, or just opposite.
Certain clauses in most specifications call attention to the fact that rivets must not be used in tension. While it is desirable not to have rivets in tension, and their use to resist tensile stresses should not be encouraged, yet a rivet has a distinct value when used in tension. Also, tests of a confidential nature have come under the author's observation, and they tend to prove that rivets so used show as great an efficiency as a turned bolt of the same diameter.
However, the strength of such rivets must not be assumed as being equal to a bolt of equal diameter, but must be computed. The head of the rivet must be drawn out to full size, and the distance "h," Fig. 45, determined. The value of the rivet in tension is then given by the formula
S=3.14 Ssdh where Ss=the unit shearing stress; d=the diameter of the rivet; and h=the value as determined above.
For a 7/8-inch rivet h = 0.45 inch and, therefore, this value of the rivet in tension, Ss being taken at 10,000 pounds per square inch, is
S= 3.14X10,000X7/8X0.45 = 12,360 pounds which is seen to be considerable, and which is equal to the body of the rivet being strained up to 20,050 pounds per square inch.
It is thus seen that the head more than develops the strength of the body of the rivet. Therefore, in figuring the amount a rivet should take in tension, one should multiply the area of the cross-section by the allowable unit stress decided upon. Since the specifications do not give this, it will be safe to use the ultimate strength for rivet steel with a factor of safety of 4. Since the ultimate strength of rivet steel should be about 50,000 pounds per square inch, this would make the allowable 12,500 pounds, and a 7/8-inch rivet would have a value of
Continue to:
My Books

