Efficiency Of Heaters. Continued
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Efficiency Of Heaters. Continued
Example. - An audience hall is to be provided with 400,000 cubic feet of air per hour. The heat loss through walls, etc., is 250,000 B.T.U. per hour in zero weather. What will be the size of heater, and how many rows of pipe deep must it be, with 20 pounds steam pressure.
400,000 X 70 = 509,090 B.T.U. for ventilation.
Therefore 250,000 + 509,090 = 759,090 B.T.U., total to be supplied.
We must next find to what temperature the entering air must be raised in order to bring in the required amount of heat, so that the number of rows of pipe in the heater may be obtained and its corresponding efficiency determined. We have entering the room for purposes of ventilation, 400,000 cubic feet of air every hour at a temperature of 70 degrees, and the problem now becomes, to what temperature must this air be raised to carry in 250,000 B.T.U. additional for warming?
We have learned that 1 B.T.U. will raise 55 cubic feet of air 1 degree. Then 250,000 B.T.U. would raise 250,000 X 55 cubic feet of air 1 degree.
250,000 X 55 = 34 + 400,000
The air in this case must be raised to 70 + 34 = 104 degrees to provide for both ventilation and warming. Referring to table I we find that a heater 12 pipes deep will be required and that the corresponding efficiency of the heater will be 1650 B.T.U.
Then 759090 = 460 square feet of surface required.
Pipe Connections
In the heater shown in Fig. 16, Part I, all of the sections take their supply from a common header; the supply pipe connecting with the top, and the return being taken from the lower division at the end, as shown.
In Fig. 7 the base is divided into two parts, one for live steam and the other for exhaust. The supply pipes connect with the upper compartments and the drips are taken off as shown. Separate traps should be provided for the two pressures.
The connections in Fig. 8 are similar to those just described except the supply and return headers, or bases, are drained through separate pipes and traps; there being a slight difference in pressure between the two which is likely to interfere with the proper drainage if brought into the same one. This heater is arranged to take exhaust steam but has a connection for feeding in live steam through a reducing valve if desired; the whole heater being under one pressure.
It is often desirable to have a heater connected up in sections so that one or more can be shut off in mild weather when the whole capacity of the heater is not required. In this case each section has separate connections with valves in supply and return. Fig. 10 shows an excellent method of making the connections for a heater using both live and exhaust steam as in this way any number of sections may be used for exhaust from one to the entire heater by a proper adjustment of the valves.
The usual connections in Fig. 9 are plainly shown. A supply header runs across the front of the heater from which valved branches are taken off to the several groups. The return pipes have cross connections with the sewer or drain for blowing out the air when steam is first turned on. Two or more groups should be connected for the use of either exhaust or live steam as shown in Fig. 10, and separate traps should be provided for the two pressures. Large and freely working automatic air valves should be provided in the return header of each section or group, whatever the type of heater, and it is well also to provide hand pet cocks for opening when steam is first turned on. The form of heater shown in Fig. 9 is especially efficient and may be relied upon to give an efficiency of about 1800 B.T.U. and to raise the air from zero to 80° with a velocity of 800 feet between the pipes and a steam pressure of 20 pounds. A cast-iron sectional heater will give about 1500 B.T.U under the same conditions.
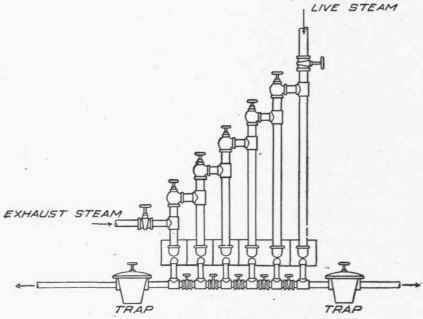
Fig. 10.
Pipe Sizes
The pipe sizes required in this system of heating may be computed from the tables already given. The length of run from the boiler or main, the pressure carried and the allowable drop are the factors governing the size of the main supply and branches. Heaters of the pattern shown in Fig.. 7 and 10 are usually tapped at the factory for high or low pressure as desired and these sizes may be followed in making the pipe connections.
The sizes marked on Fig. 9 may be used for all ordinary work where the pressure runs from 5 to 20 pounds; for pressures above that the supply connections may be reduced one size.
Continue to:
My Books

