III. Stove Quarries - Chimney-Piece Faiences
Description
This section is from the "Architectural Pottery" book, by Leon Lefevre. Also see Amazon: Architectural Pottery.
III. Stove Quarries - Chimney-Piece Faiences
The manufacture of these faiences has shown great development, not only in Germany, the country of its origin, but also in France, where, according to Deck, a good judge in these matters, it has had a great influence on work connected with faiences.
Quarries And Panels For Stoves
These products should, without splitting, resist a heat which is uneven, and most frequently suddenly kindled. For this purpose a paste was used whose somewhat loose physical texture is favourable to expansion. This porous paste, covered with a dip or not, was simply glazed.
When Hirchvogel began the manufacture of enamelled faience stoves at Nuremberg, another difficulty presented itself; the enamel applied to the paste cracked. It is true that, in
Switzerland and Germany, stove quarries which did not crack were made with fine calcareous clay containing naturally all the elements of an uncrackable paste, but it was impossible to manufacture large panels which would bear heat without splitting. They fell" then from one defect into another; either the faience cracked or it split. As this latter inconvenience is more serious than the former, the lesser evil was chosen, and for a long time cracked faience was used. At that time only stoves in white faience and of small size were manufactured.
It was in 1840 that Pichenot, a Parisian stovemaker, and his son-in-law Lcebnitz succeeded in obtaining a clay suitable for making large pieces in which the enamel would not crack; this was the beginning of that faience panel industry which was to stimulate so greatly the progress of pottery.
When Pichenot and Lcebnitz had patented their invention, attempts were made to pirate it. Instead of using lime in the form of chalk, as the inventors did, marly sands were employed. Proceedings were taken which, on appeal, ended in favour of Pichenot and Lcebnitz. Having mentioned this as a historical fact, we will compare the two formulae which were the subject of contention.
Pichenot Formula. | Barral Formula. | ||
Vaugirard plastic clay . | 25 | Gentilly plastic clay . | • 32 |
Meudon chalk .... | 25 | lvry sandy marl | • 38 |
Belleville sand .... | 13 | ||
Cement made from fragments of saggers ..... | 37 | Cement made from pottery | • 30 |
In Germany, where stove quarries are extensively manufactured, Velten clay is used; this, according to Seger, contains on an average 45 per cent, of silica, 11 per cent, of alumina, 5 per cent, of oxide of iron, 16 per cent, of lime, 1.5 per cent, of magnesium, 4 per cent, of alkali, and 16 per cent, of water and carbonic acid.
Preparation Of The Pastes
The clays are carefully chosen and the cement is prepared by crushing, but not too finely, the fragments of saggers or other pieces (for it is not always advisable that the cement should be refractory) in one of the mills previously described (p. 57).
The whole is blended in pug-mills, and the paste, after being made sufficiently homogeneous and plastic, is put into parallelopiped or slab shape and carried to the moulding-room to be transformed into quarries or panels of different sizes.
Moulding
Pain panels are made by cutting off a slab of the proper thickness from the parallelopiped of clay which must have a base equal in size to the largest plate required; the cake is taken up between two rulers in order to avoid tearing it, and is placed in a plaster mould (Fig. 851) which has the dimensions of the piece to be made; then it is pressed with the hand as evenly as possible, and the eaccess of clay which projects over the sides of the mould is removed with an iron scraper. In order to support the plate and keep it true, "colom-bins" made of the same paste are welded to it. After being removed from the mould, it is carried to drying-rooms heated by the waste heat of the kilns or by any other means, The surface of the slab is either plain or has ornamentation in relief moulded on it by the hollows of the plaster mould. In the case of flanged quarries the process is a little more complicated. A colom-bin made by expression (Fig. 852) and having sections represented by C, is welded round the edges of the plate, which has been moulded as described above.
The attachment is strengthened by a small round colombin c, which is flattened to the fillet shape c'. In the case of angle or corner quarries, the mould is in two pieces to facilitate removal of the plate from it (Fig. 853).
The welding together of the colombin and the previously prepared slab may be mechanically effected by a special press (Fig. 855). The slab and the colombin are placed in a mould; a mandrel which has the shape of the inner hollow of the quarry lowered by means of a flywheel, and pressure being exerted by two lateral screws, the welding is automatically performed, direct moulding in a press without previous rough fashioning not give good results.

Fig. 851.
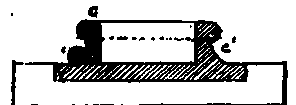
Fig. 852.
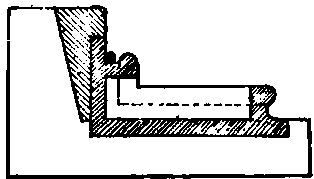
Fig. 853.
Figs. 851 to 853. Moulding of Stove Quarries.
Drying should take place slowly, and it is often necessary to trim the surfaces of the quarries, when the paste has hardened, by striking them gently against a flat surface in the case of flat quarries, and against two surfaces at right angles in the case of aingular quarries.
Fig. 855. Press for welding Stove Quarries (Schlickeysen).
Continue to:
My Books

