Real Causes Of Blisters
Description
This section is from the "Studio Light Incorporating The Aristo Eagle - The Artura Bulletin 1917" book, by Aristo Motto. Also see Amazon: Studio Light Incorporating The Aristo Eagle - The Artura Bulletin 1917.
Real Causes Of Blisters
Blisters on prints are seldom due to any fault in manufacture of papers, but they may be produced on any gelatine paper by improper manipulation. The best way to prevent blisters is to understand their causes - the remedies then become obvious.
Blisters may form on prints during developing, fixing, washing or toning, or partly during either operation. Their formation during development is a rare occurrence. The same is true of fixing, unless the print is transferred direct from a strongly alkaline developer to a strongly acid short stop bath or fixing solution, in which case small bubbles of gas are formed within the gelatine film because of the action of the acid on the alkaline carbonate. The formation of gas in the gelatine is over the entire surface of the print. If for any reason the gelatine film has become softened, a small gas balloon is formed under each weak spot where gas is being liberated, resulting in blisters or so called air bells. If the developer is not too alkaline or the acid short stop or fixing bath is not too acid, and prints are rinsed after developing, such blisters are not formed.
Air bells or blisters are liable to occur if the water used for washing contains an excess of dissolved air. Water under high pressure is usually the cause of the trouble. The water contains a great amount of dissolved air and the gelatine emulsion is saturated with water. If the temperature of the water is slightly raised, this air is expelled with the result that it may raise the gelatine and form an air bell. If the gelatine has been properly hardened the air bells are not so likely to form. If this trouble is a persistent one, the remedy would be an open tank into which the water could be drawn from the tap. This relieves the pressure and allows the air to escape. Heating the water will expel the air more quickly.
All blisters, however, are not gas or air blisters. They are often filled with liquid, in which case they are caused by the phenomenon of osmosis. If a solution of some one of the forms of salt, hypo for example, is inclosed within the gelatine film of a print, the gelatine can only be penetrated by water or a solution of lower concentration than the hypo. If a print saturated with hypo is placed in water, it is natural for the hypo, of high concentration, to be forced out of the gelatine by the water. This force which causes the water to penetrate the gelatine and expel the hypo until the two solutions are of equal concentration is called osmotic pressure.
If by swelling, softening, or for any other reason, the gelatine becomes less porous in one spot than another, the water will penetrate the gelatine faster than the hypo is expelled, with the result that a blister will form. This osmotic pressure is often great enough to break the gelatine emulsion. If the gelatine has been properly hardened and the print carefully handled, the gelatine should be uniformly porous and no such trouble experienced.
Most blisters are formed during washing after fixing, and their production is assisted by the presence of cracks, creases or folds in the paper, since wherever these occur the gelatine film is likely to be broken away from the paper support.
Likewise, any factor in manipulation which tends to soften the gelatine locally tends to produce blisters. A powerful spray of water will soften the gelatine in the spot where it strikes the print, and touching the print with warm fingers will soften the print at the point of contact.
Washing at high temperatures should be avoided as much as possible, and in all cases the temperature of the various solutions should be maintained as nearly the same as possible. A frequent cause of blisters is the transference of prints from a warm fixing bath to cold water, and vice versa. In cold weather keep a fixing bath where it will be as cold as the water used for washing.
Apart from the effect of temperature, the use of alkaline wash water or an alkaline fixing bath, caused by carrying developer into the fixing bath with the prints, will tend to soften the gelatine and produce a condition favorable to blisters. It is important then to maintain the acidity of the fixing bath, or use a fresh bath at all times.
Blisters formed during after treatment are usually caused by toning, and may be due to insufficient hardening, the use of one of the acid bleaching baths, an excessively strong sulphiding bath or too hot a hypo-alum bath, together with one or all of the above causes. If a print is not thoroughly hardened and is placed in a very hot hypo-alum toning bath, it will soften before the alum can begin its hardening action.
If, during final washing, it is seen that blisters have formed, the paper underneath may be pricked and the water squeezed out, or the print may be immersed in equal parts of water and alcohol, followed by a bath of alcohol alone. It is better, however, to prevent toning blisters by drying prints before toning, or better still, by treating with a 3% solution of formalin after washing and before toning, with or without drying, if there is any reason to believe prints may not be sufficiently hardened to withstand toning.

Kodak Height.
The picture above shows Kodak Heights from the than did the picture and gives a better idea of the lay-out of the plant in our last number.
In the foreground, the telegraph poles indicate the tracks of the Grand Trunk and Canadian Pacific Railways, which run side by side for several miles after leaving Toronto, on the way to Chicago and Winnipeg respectively.
The freight car on the extreme left is standing at the door of the Receiving Room, in close connection with which are the Stock and Shipping Departments. These occupy the first floor of that building, and the four upper floors house several of the Manfactur-ing Departments, such as the Box Department, wherein are made the containers - boxes and envelopes - in which you receive our products. The length of this building is two hundred and eighty feet by a width of eighty-five feet.
Connected to the building just mentioned, by a covered bridge, is the main manufacturing unit, having a length of four hundred and sixty feet by a width of eighty feet, five storeys high. The finished products are forwarded across the bridge into the Stock Room.
At the far end of this large unit is a wing for storage purposes and again a bridge connects, thus avoiding the shut-in appearance of some factories.
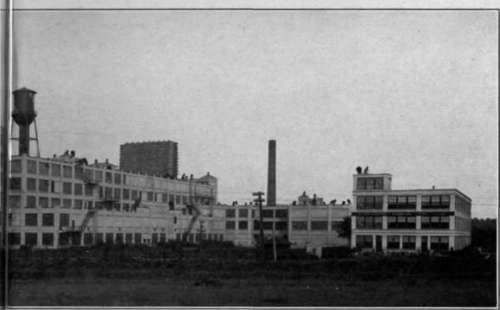
From The West.
Location of the Power Plant is indicated by the smoke stack, two hundred feet high, and it is in direct line with the manufacturing buildings. An interesting feature of the Power Department is the apparatus for refrigeration. Control of temperature is absolutely essential to uniform success in the production of Papers and Plates and Films, and that control is provided by a battery of ice machines, with a capacity of approximately 500 tons per day, but we do not use ice, of course, the refrigeration being afforded to all Departments by pipe lines carrying cold brine.
On the right of the picture are the General Offices of the Company, this building being sixty feet wide by two hundred long. As well as the Offices, it contains separate dining rooms for male and female employees, where they may get warm mid-day meals. The space between the office building and the manufacturing buildings is an open lawn.
Our facilities for supplying your demands are being tested as was never expected, but on the whole, we believe we are meeting the requirements adequately, despite the most disconcerting conditions. Our Kodak Heights plant has had a large influence in enabling us to meet the strain as well as it is being met.
Continue to:
My Books

