Chapter XIX. Enameling
Description
This section is from the book "Art Metalwork With Inexpensive Equipment", by Arthur F. Payne. Also available from Amazon: Art Metalwork with Inexpensive Equipment.
Chapter XIX. Enameling
Enameling is a process the technical explanation of which is easily given and readily understood, and at the same time it is a process that taxes the patience and artistic skill of the experienced worker; but the result in its finished perfection of line, tone, and color is one that fully repays the necessary expenditure of time and patience.
Enamel is simply a silicate glass colored with various metallic oxides that is melted on to the metal, sometimes directly on to the surface, but more often into a depression or cell prepared to receive it. There are four distinct types of enamel work: the "cloisonne," "champleve," sometimes called " basse-taille," relief and repousse enamel; plique-a-jour, or open-cell enamel; painted or "limoges" enamel. The most common is the cloisonne, which the Japanese have made so popular in this country. This is probably the oldest form of enameling, the ancient Egyptians, Greeks, and Romans having practiced it many years before Christ. The Byzantines were noted for their splendid cloisonne work in the fourth century. The most famous piece of cloisonne enameling in the world is the well-known Alfred jewel that was made by order of King Alfred the Great, and was dug up at Athelney, England, where Alfred during his lifetime established a monastery.
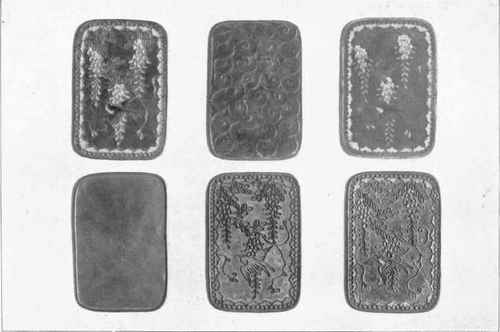
The cloisonne, enclosed, or cell enamel work is made by drawing a design on a piece of metal and bending soft pieces of wire or thin flat strips of metal to the outline of the design and soldering them on to the metal with hard solder, thus forming a series of enclosures or cells into which the ground enamel is placed and melted. The illustration of Japanese cloisonne work, Fig. 140, shows the steps in the process. The first is a piece of copper with the design drawn on; the second has the design worked out in thin soft brass and soldered into place with silver solder; the third has the first coat of enamel fused on; the fourth has the second coat in place; the fifth is turned over to show the back. It is sometimes necessary in large flat pieces to melt enamel on the back; this is to do away with any danger of the enamel cracking from the unequal tension if the enamel was on one side only. If the enamel is in small cells and on thick metal, this precaution is not necessary. In this case the cells on the back have been roughly formed by soldering on a number of spirals without any attempt at a design. The sixth enample, Fig. 140, shows the finished piece with the cells full and ground off level with the carborundum stone, and fired again to get the gloss finish. On the small pieces "cloisonne" is not a difficult process, but care must be taken to use as little solder as possible, as the zinc in the solder volatilizes with the successive firings of the enamel, the gas oozing thru the enamel, leaving holes that are oftentimes difficult to fill satisfactorily.
4
5
6
1
2
3
Fig. 140. Steps in process of "cloisonne" enameling.
The " Plique-a-jour," open cell, or transparent enamelwork is made by building up a design of flat strips of metal without any back. The cells must be small enough to hold the enamel in place by capillary attraction while it is wet. The piece is fired in a muffle. This type is very difficult to make, but it gives a very beautiful result. The design is outlined by the strips of metal with the light coming thru the enamel giving beautiful tones and graduations of color where the enamel is thick or thin.
The "Limoges" or "painted enamel" is another rather difficult type of enamel work. The metal plate for this work is curved con-vexly in the center to give it stiffness. A coat of black, white, or transparent enamel is melted all over the surface. The design is then painted on with vitrifiable colors, fired again, and finally covered over with a thin, smooth coat of transparent enamel.
The "Champleve" enamel, with its various modifications of "basse-taille," relief, or repousse, is the easiest and best type of enameling for the average worker to begin with. The cells in champleve enameling are made in various ways; they may be etched, sawn, or chased. The easiest method is to etch them into the surface of thick metal. No. 17-gage is about right. Fig. 141 shows three hat-pins with the cells etched out ready for the enamel.

Fig. 141. "Champleve" enameling-; etched cells ready for the enamel.
The method of etching is the same as previously described, except that it is necessary to etch a little deeper, and it is better to etch a little slower than usual. The cells must be perfectly clean and bright before the enamel is put in. Fig. 142 shows a number of silver and copper tie-pins with enamel in cells that are etched out. It is necessary to solder the pins on with soft solder, as the heat from the hard soldering would discolor the enamel. The cells in some of the tie-pins are only partially filled with enamel; this leaves the surface of the enamel concave, which gives a graduation of color that is sometimes quite pleasing.
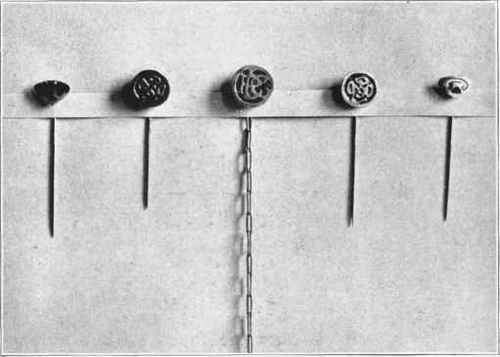
Fig. 142. "Champleve" enameling- with etched cells.
In the silver watch-fob, Fig. 145, the cells were sawn out with the saws and saw-frame previously described. The design was transferred to a piece of 20-gage sterling silver and the cells sawn out. This piece was then soldered on to another piece of sterling silver, thus making cells of the sawn-out design. The cells were filled with enamel, which, after firing, was ground level with the carborundum stone and fired again for the final glazing.

Fig. 145. "Ch mpleve" enameling- with sawn cells.
Continue to:
My Books

