Chapter XVIII. Cramp Seaming, Repousse, Recess Chasing
Description
This section is from the book "Art Metalwork With Inexpensive Equipment", by Arthur F. Payne. Also available from Amazon: Art Metalwork with Inexpensive Equipment.
Chapter XVIII. Cramp Seaming, Repousse, Recess Chasing
In chapter XVII (Raising By Wrinkling, Seaming) the method of making a seamed vase was described. That method of "plain seaming" is perfectly satisfactory for a vase that is not to have its general shape changed very much from the lines that it had when it was seamed. But that method of seaming would not work satisfactorily with the pitcher shown in Fig. 121, or the vase shown in Fig. 122, because the top and bottom in each case have been hammered out so far that if it had been made with a plain seam, the seam would certainly have broken.
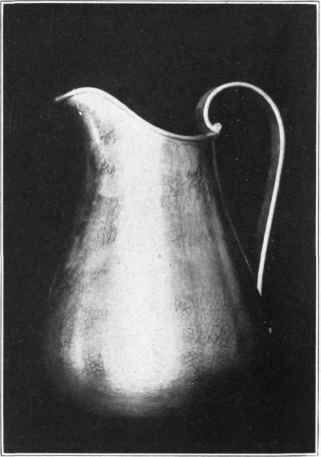
Fig 121. Seamed silver pitcher.
From Kalo Shop, Chicago.
To avoid that serious difficulty, we make use of a slightly different kind of a seam. This type of seaming was known among the old English metalworkers by the name of "cramp seaming." On every piece of genuine old English metalwork, and on kettles particularly, one can readily find the characteristic zigzag mark of this seam. On the vase in Fig. 123 the seam has been soldered with silver solder, and is easily distinguished.

Fig. 122. Vase with "cramped" seam. This vase could not have been made by the method of plain seaming'.

Fig. 123. "Cramped" seam vase ready for shaping.
This kind of seam is readily understood and is easily made, the method being as follows: After the pattern has been developed, and the metal cut out, as described in chapter XVII (Raising By Wrinkling, Seaming), a line is drawn with compass or dividers parallel to each edge of the seam. These two lines must be drawn on opposite sides of the piece of metal, and may vary from 14" to 3/4" from the edge of the metal, depending, of course, upon the size of the vase. Then, with a coarse flat file, thin down the edge to the line that was drawn parallel to the edge. The foregoing directions are illustrated at 1 in the drawing, Fig. 124. The thickness of the metal is much exaggerated so as to show more easily the way in which the edge must be filed down. The next step is to lay off along the entire length of one edge spaces about 1/2" apart, and with a pair of shears cut down to the line that was drawn parallel to the edge. The next step is to bend each alternate piece of metal up and the other piece down. Bend them with a pair of pliers just enough to allow the other edge to slip in between when it is bent around, thus bringing the edges of the seam together. These directions are illustrated in the sketch at 2. The next step is to bend the metal around so that the two edges are together, and slip the edge that has been filed thin, but not cut, between the small pieces or "cramps" that have been bent up and down. Hold the edges firmly together and place the vase over a round stake, and with a rawhide or a wooden mallet hammer the cramps down. Next bind the edges together with wire, and solder with silver solder. The vase is now ready for shaping and fluting.

Fig. 124. Details of construction.
The extent to which this kind of seam can be beaten out is shown in Fig. 125. The vase is 14" high and, as shown in Fig. 123, the bottom measured 4 3/4" across; as shown in Fig. 125, the bottom has been hammered and stretched out until it measured 7 3/4" across. The vase was fluted in the same manner as shown for nut-bowls, and the bottom was "lapped" on as shown for candlestick bases. (See Chapters XV and XI.) To make the bottom water-tight, the bottom edge of the vase was coated with soft solder applied with a soldering iron. Then the bottom was "lapped" on, and finally the lapped seam was held in the flame of a Bunsen burner, melting the solder and making the vase water-tight. The vase was then polished with emery cloth, colored dark with potassium sulphide solution, the finish was relieved with emery cloth, and finally the vase was given two coats of wax.
Continue to:
My Books

