Chapter XX. Spoon-Making
Description
This section is from the book "Art Metalwork With Inexpensive Equipment", by Arthur F. Payne. Also available from Amazon: Art Metalwork with Inexpensive Equipment.
Chapter XX. Spoon-Making
There is one problem in art metalwork - spoon-making - that has a distinctive charm of its own. Every worker in metal sooner or later wants to make a spoon. Handmade spoons are invariably of copper or of sterling silver, altho I see no reason why aluminum should not be used in some cases. Copper is usually used for the large nut spoons and silver for all other kinds.
There are five different methods of making spoons, the method varying according to the material used and the use for which the spoon is designed. The first and easiest method is often used in making nut spoons of copper similar to those shown in Figs. 151 and 152.

Fig. 151. Nut-spoon made of 18-gage copper, fire method: nut-pick of round wire.
A design is first drawn on paper. Both sides should be made exactly alike by folding a piece of paper down the center and drawing one-half of the spoon on one side of the center line. Fold the paper and rub the design on the back with some hard object, and the drawing will be transferred to the other side of the center line. Transfer the design on to a piece of 18-gage copper, and cut to the line with the shears, or saw it out with the jeweler's saw. Then place the spoon bowl over the hollow in the block of hard wood that was used in making bowls, and with the ball-pein hammer beat the spoon bowl into the hollow as smoothly as possible.

fig. 152. Salt and-nut spoons, first method.
The handle, if it were left flat, would not be stiff enough to serve its purpose, so a ridge is raised down the center of its entire length for the purpose of stiffening it. This is done by laying the handle face downward on a piece of soft wood and using a thin neck hammer to beat up the ridge. This ridge can plainly be seen in Fig. 151; in Fig. 152 it is not defined so sharply, but it may be seen that the narrow shank of the handle is well rounded to give the required stiffness.
After the spoon is beaten into shape on the wood, it is carefully planished, polished, colored, and waxed. When using this first method, great care must be taken to make the spoon stiff. If this is not done, the spoon will bend when used, and there is no greater abomination than an object that is so poorly constructed that it breaks down when put to the use for which it was designed.
Fig. 153 shows a group of copper nut spoons made by the second method, which is somewhat similar to the first method, the chief difference being that in the second the spoon is sawn out of 15-gage metal. This does away with the necessity for the ridge in the handle, but the spoon is somewhat heavy and feels rather clumsy to handle. The illustration shows an effective means of decoration for nut spoons - that of saw-piercing a design on the handle or in the bowl. Enamel could also be used to advantage in small designs on the handle, as the cells could readily be etched out in such thick metal.
The third method of spoon-making is used largely in the making of silver teaspoons, and is especially convenient when making spoons with large bowls, similar to the silver soup spoons shown in Fig. 154. In this method the spoons are sawn out of a flat piece of 15-gage silver. The spoon is not sawn out full size, but shorter in length, narrower in the bowl, and thicker in the shank, as is shown in Fig. 155. The larger spoon of the two is the shape of the finished spoon. It is 6" long, and the bowl is 1 3/8" wide at the widest part; but when it was sawn out of the flat silver it was 5" long, and the bowl was l 1/8" wide, and the shank was 5/16 wide, as shown by the smaller spoon in the sketch. The spoon was beaten and hammered into the desired shape by the use of the ball-pein and neck hammers on the flat and round stakes.
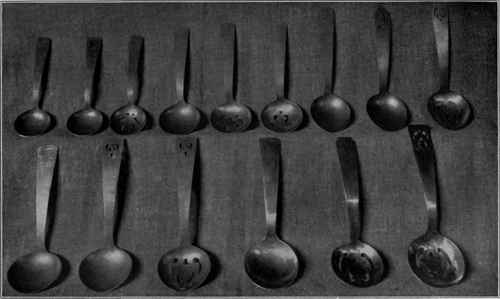
Fig. 153 Plain and saw-pierced nut-spoons. Made of I5-gage copper, by the second method.

Fig. 154. Silver soup-spoons, made by the third method.
The first step is to stretch the bowl wider by hammering on a flat anvil, striking the silver with the hammer held at a slight angle in the direction in which it is desired to make it wider. The method of hammering the bowl is shown in Fig. 156, this hammering making the bowl thinner and wider. Next, the spoon is held on edge, on a rounding convex stake, and the shank is hammered narrower with the neck hammer, as shown in Fig. 157. This will lengthen the spoon and at the same time will make the shank narrower and thicker. The tip of the handle is widened in the same manner as the bowl, and then the spoon will have to be annealed, and the process repeated and continued until the spoon is beaten roughly into shape. The rough edges are then filed smooth, and finally the entire spoon is carefully planished.

Fig. 155. Spoon-making by the third method. Outline of spoon before and after hammering.
The spoons may be polished by hand or on a lathe; in either case, remember the "fire scale," a description of which has been given before. The best course to pursue with silver spoons is as follows: polish all the scratches and file marks out with emery cloth, if the spoon is to be hand polished, or on the felt or leather wheel, with powdered pumice-stone, or coarse "tripoli," or oil and emery, if the polishing is done on the lathe. Then anneal the spoon thoroly to bring the fire scale on to the spots where it has been filed or polished off. Next planish the spoon on smooth tools with smooth bright hammers, and polish lightly with a piece of canton flannel with a little red rouge for the final finish.

Fig. 156. Making the spoon bowl wider with the ball pein hammer.

Fig. 157. Making the spoon shank narrower and thicker with the neck hammer.
The fourth method of making a silver spoon is literally to forge it out of a bar of silver. The spoons shown in Fig. 158 were made by this method. This is the most difficult, but is the least expensive of the five methods, as there is less silver wasted. To make a teaspoon 6" long we shall need a piece of silver 4" long, 1/2" wide, and 1/8" thick. The method pursued is exactly that of the blacksmith, the silver being heated almost red-hot, and held by a pair of pincers while the bowl is forged out on an anvil. A forty-pound anvil may be bought for $4.00. Its flat polished surface and round horn make it an ideal tool for the spoon-maker, besides being of constant use in many other ways to the art metalworker.
Silver may be forged easier if it is nearly red-hot; care must be taken, however, not to hammer it while it is red-hot, as it will crack. The bowl should be hammered until it is hard, and then shank and handle; thus saving time by getting the entire spoon hard before annealing a second time. When the spoon is forged roughly to shape, trim it with the shears and file, then planish and polish as described above.

Fig. 158. Silver cheese-knife, jelly spoon and teaspoons hand-forged by fourth method.
The fifth and last method of making silver spoons is that of cutting the bowl from a piece of 18-gage silver, beating it into shape, and making the handle from a piece of 13-gage silver. The handle of the spoon shown in Fig. 159 was made from a piece 3 1/2 " long, 5/16' wide, and 13-gage thick. The shank was hammered on the edge until it was square, and the tip hammered out on the flat anvil until it was thinner and wider. This process lengthened the handle to 4 3/4". After the bowl and handle are soldered together it is necessary to planish the spoon again to make it stiff and hard, as the soldering anneals the silver and makes it soft.

Fig. 159. Sugar spoon, made by the fifth method.
The spoon shown illustrates an ideal use of this process of spoon-making. The fact that the spoon and handle are two pieces, soldered together, has been honestly recognized; and, furthermore, it has been emphasized and used as a means of decoration. This is one of the basic principles of good design, and should be kept constantly in mind when working in any material, and especially in art metalwork, where there are so many opportunities to make use of it.
Continue to:
My Books

