The Technical Processes Of Enamelling. I. - The Nature Of Enamels
Description
This section is from the book "Arts & Crafts Magazine Vol1-2", by Hutchinson & Company.
The Technical Processes Of Enamelling. I. - The Nature Of Enamels
By Alexander Fisher.
There are five different processes of enamelling: - namely, champleve, cloisonne, plique a jour, bassetaille, and painted. The latter is generally termed "Limoges." Enamels are made from silica, red lead, and potash either carbonate or nitrate, and in various proportions, which form when in combination produced by melting in a crucible a base or flux. This flux is a transparent, colourless glass, capable of adhering to copper, silver, or gold, without cracking, after it has been fused upon them, and of remaining transparent. It is coloured by the addition of various oxides of metals and is made opaque by tin and lead cacined, which is termed calx. The chief oxides which are used for this purpose are those obtained from the following minerals: - cobalt, gold, manganese, copper, iron, and antimony. The cobalt oxide gives an intense ultramarine blue; gold gives ruby; manganese, purple; copper, green and turquoise blue; iron, brown and orange; and antimony, yellow. These enamels will mix and combine, much the same as water colour.
A perfectly made enamel is clear throughout its mass and entirely free from bubbles, or particles of silica not combined. The making takes from live to thirty hours' continual melting at the same temperature. They are described as "hard" when they require a great heat to melt them, and "soft" when they "run" at a comparatively low heat. It is always wise to use enamels as hard as possible. Many enamels contain borax. When these are discovered they should on no account be used. They can be detected very readily because they melt at an extremely low temperature, and have a fictitious brilliancy for a time only, after which they rapidly deteriorate, become dull and covered with a white scum. The finest enamels are necessarily expensive to produce, but those suitable for most work are to be obtained at comparatively little cost.
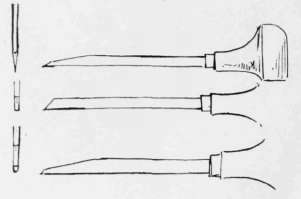
The first process on my list is champleve, which consists of carving out of a thick piece of metal different cells, leaving metal divisions raised to form the outline of the pattern. Into these cells the enamel is afterwards placed and " fired " (i.e., put into a furnace and fused). It is first necessary to obtain a piece of metal a little larger than the design, and then outline with a graver. The metal is cleaned and fixed to an upright piece of wood, by means of jewellers' cement, or by screws, or with pitch, according to the choice of the craftsman (as shown above). In making the pitch it is best to use Swedish pitch and add a little resin and tallow. It is advisable to draw the design on paper very clearly, afterwards to trace it, and then transfer it upon the metal. Then after placing the design in front of you, sharpen your graver and make it the right length to suit your hand (as most of these tools are much too long). Fix it in a handle and proceed to work. The tool should be held in such a way that the handle rests against the outer muscle of the palm of the hand, as near as possible to the joint of the little finger (as shown in illustration). The stick which is held in the left hand supporting the metal must be firmly placed against a bench or table and the elbow of the right arm resting upon it. Then the graver should be held as shown and described, with the lower point at an oblique angle to the plate. The thumb of the right hand, which is held against the side of the graver, must not on any account be moved whilst the tool is cutting; but the graver pushed forward by the back of the hand only, not by the arm. This for straight lines. For curved lines the plate should be turned in a horizontal position, pressing slowly against the edge of the tool by the left hand. It will be found necessary to sharpen the graver repeatedly, as the finest edge is requisite for good clear cutting. When this has been satisfactorily accomplished, the graver should be laid upon one side and a flat scorper should be taken up. This tool is used to cut away the metal in the parts where the enamel is to be placed. The scorper should be held so that the edge lies flat upon the metal, and then by hand pressure little flakes can be cut away until about 1/32 of an inch is sunk, with edges at almost right angles to the surface. After this the metal is removed from the stick of cement and cleared by warming it gently with a blow-pipe flame, and the cement is cleaned off with turpentine. It is now ready for enamelling. The enamel is prepared by pulverising in water in a mortar with a pestle, the best kind of which are those made of agate. The illustrations show how this is accomplished, and it is sufficient to continue the operation until the enamel is reduced to a fine powder, when it is washed with fresh water until there is no milkiness in the water.



(To be continued.)
Continue to:
My Books

