Inserted-Blade Reamers
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Inserted-Blade Reamers
The particular advantage of solid reamers with inserted teeth is that, when worn, new blades may be put in at a cost much less than that of a new solid reamer. Inserted-blade reamers are usually made in such a manner that the size can be altered; in such cases they are termed expanding reamers. A simple form is shown in Fig. 61. The slots for the blades are milled somewhat deeper at the front end than at the end toward the shank; they are also somewhat wider at the bottom than at the top. The first is accomplished by depressing the spiral head a trifle; while the latter is done by first milling the slots with a cutter a little narrower than the top of the slot wanted, then turning the spiral head enough to produce the desired angle on one side of the slot, as shown at A in Fig. 62. The object in making the slot deeper at the front end is that the blades, as they become dulled, and consequently cut small, may be driven farther into the body. As the slot is shallower, the blade is forced out as it advances, thus increasing its diameter; it may then be sharpened by grinding to size. The side of the slot is cut at an angle to hold the blade solidly and prevent any tendency it might have to draw away from its seating when the reamer is cutting. The body of the reamer is not hardened; the blades are machined to size, hardened, driven into place, and ground to size. If the reamer is of the form known as fluted reamer, the teeth may be backed off for clearance as already described.

Fig. 61. Inserted-BIade Reamer with Section Showing Method of Inserting Blades.
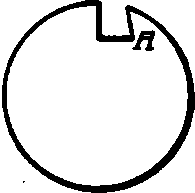
Fig. 62. Form of Slot Tor Inserted Blade.
Continue to:
My Books

